

در این ارایه ابتدا در مورد وضعیت حلقه های کنترل سطح و فشار در مدار خردایش مجدد فاز ۱ صحبت شد و سپس در مورد pH مترهای تغلیظ ۲

با استفاده از این دربین ها میتوان دید بهتری نصبت به وضعیت داخل کارخانه داشت
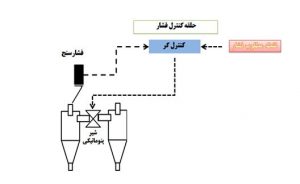
با استفاده از حلقه کنترل فشار میتوان نوسانات فشار را کاهش داد و وضعیت دانه بندی سرریز را بهبود بخشید
دلایل نوسان در فشار هیدروسیکلونهای ثانویه فاز ۱:
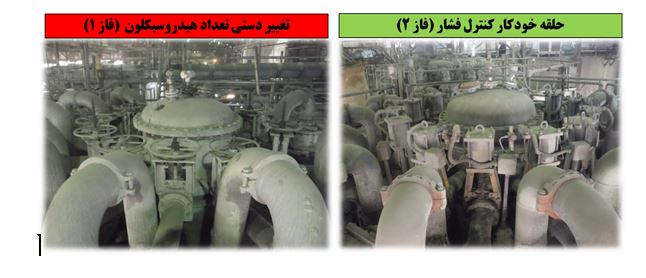
نبود حلقه کنترل خودکار فشار در فاز ۱
تعداد هیدروسیکلونهای ثابت (تغییر دستی)
نوسان زیاد در دور پمپ خوراک هیدروسکلونها

نتایج نوسان در فشار هیدروسیکلونها:
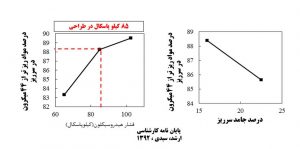
- درشت تر شدن دانه بندی سرریز و در نتیجه کاهش بازیابی و عیار در فشار پایین
- سایش سریع قطعات هیدروسیکلون از جمله پیدا کننده گرداب در فشار بالا
- افزایش درصد جامد سرریز هیدروسیکلون در فشار پایین
اقدامات مورد نیاز:
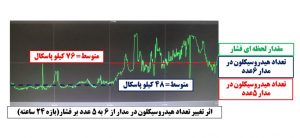
- تغییر تعداد هیدروسکلونهای در مدار بر حسب نیاز مدار (فشار ۸۵ کیلو پاسکال)
- استفاده از شیرهای پنوماتیکی و راه اندازی حلقه کنترل فشار
- افزایش محدوده خنثی (dead band) در حلقه کنترل سطح جهت کاهش نوسانات دور پمپ
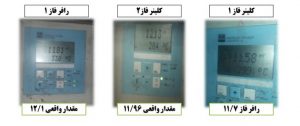
در مدار قرار گرفتن ۳ pH متر از ۴ pH متر موجود
کاهش خطا در اندازه گیری pH
- امکان راه اندازی حلقه خودکار کنترل pH با قرار دادن شیر کنترلی در مسیر آهک ورودی به آسیا گلوله ای
مزایای حلقه کنترلی
بهبود وضعیت بازیابی و عیار
کاهش مصرف آهک






