این جلسه مورخ ۳۱/۰۳/۱۴۰۵ با موضوع استانداردسازی راهبری مدار کارخانه مولیبدن برگزار گردید. موضوعات بررسی شده در این جلسه شامل بررسی وضعیت اندازهگیری پتانسیل پالپ (Eh) در کارخانه مولیبدن و ساخت جعبه اندازهگیری Eh متر و همچنین اصلاح تانک حالت دهنده جهت عملکرد صحیح این تجهیز برگزار گردید.
مدار کارخانه مولیبدن به این صورت است که خوراک از تهریز تیکنرهای مس-مولیبدن شمال و جنوب و همچنین فاز ۱ و ۲ تامین و از آنجا به مقسمی هدایت میشود که این مقسم وظیفه باردهی به ۲ مقسم گردان را به عهده دارد. پس از آن هر مقسم گردان وظیفه خوراکدهی به ۴ تانک حالت دهنده را بر عهده دارد. در تانکهای حالت دهنده، مواد شیمیایی همچون سولفید سدیم، گازوئیل و آب اضافه میگردد. سپس، با درصد جامد ۲۹ وارد سلول های پرعیارکنی اولیه میشود. در کارخانه مولیبدن کنسانتره هر مرحله به مرحله بعد و باطله هر مرحله نیز به مرحله قبل خود ارسال میگردد. باطله مرحله پرعیارکنی اولیه به عنوان باطله نهایی کارخانه مولیبدن به سمت تیکنر های مس ارسال و کنسانتره مرحله پرعیارکنی اولیه وارد مرحله شستشو شده که شامل ۷ مرحله شستشو بوده و پس از طی این ۷ مرحله شستشو کنسانتره مرحله شستشو ۷ به عنوان کنسانتره نهایی وارد تیکنر های نهایی شده و ته ریز این تیکنر ها وارد ساختمان فیلترپرس و خشک کنی و در نهایت بشکه پرکنی میگردد (شکل ۱).
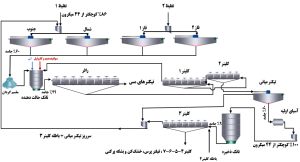
شکل ۱: مدار کارخانه مولیبدن طبق طراحی
در این جلسه در مورد موادشیمیایی مورد استفاده در کارخانه مولیبدن و همچنین تاثیر اضافه کردن سولفیدسدیم بر روی پتانسیل پالپ توضیحاتی ارائه گردید. جهت بازداشت کانیهای مس در فلوتاسیون مولیبدن نیاز است تا اکسیژن موجود در پالپ حذف گردد که یک راهکار استفاده از گاز نیتروژن جهت هوادهی به سلول های فلوتاسیون و یک راهکار نیز استفاده از سولفیدسدیم جهت بازداشت و عدم فعالیت اکسیژن در پالپ است. با اضافه شدن سولفیدسدیم در پالپ این ماده به یون های Na و S یونیزه گردیده و همچنین با واکنش دادن سولفید با اکسیژن و اکسید شدن آن باعث اضافه نمودن الکترون به محیط میگردد که این اضافه شدن الکترون باعث کاهش پتانسیل پالپ میگردد (شکل۲).
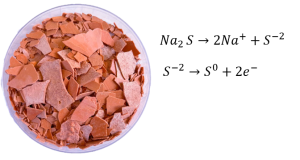
شکل۲: واکنش یونیزه شدن سولفیدسدیم در پالپ
با توجه به اهمیت دانستن مقدار پتانسیل پالپ و رابطه مهم آن با مصرف سولفیدسدیم جهت کنترل مصرف سولفیدسدیم نیاز بود تا بتوان از وضعیت مقدار پتانسیل پالپ (Eh) سلول های کارخانه مولیبدن اطلاعاتی داشت. در این راستا، تحقیقات آقای نوری در سال ۱۳۸۳ نشان داد که بیشینهبازیابی مولیبدن در پتانسیل منفی۵۵۰ میلیولت حاصل میشود؛ مقداری که بهعنوان آستانهبهینه برای بازداشت مس و آهن نیز عمل میکند. عبور از این حد آستانه (منفیتر شدن پتانسیل)، ضمن خنثیسازی فرآیند بازداشت ناخالصیها، اثرات سوء بر شناوری و بازیابی مولیبدن خواهد داشت.
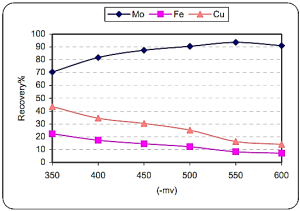
شکل ۳: تاثیر پتانسیل اکسیداسیون – احیا بر بازیابی مولیبدن، آهن و مس با سولفیدسدیم
در سال ۱۳۹۹ نیز آقای علیجانی اقدام به نصب تجهیزات اندازهگیری پتانسیل اکسیداسیون – احیا (Eh) پرداخت. الکترود مورد استفاده آن از نوع نقره/ نقره کلرید بود و در جداکننده اول سلول های پرعیارکنی اولیه این تجهیزات اندازهگیری نصب گردید تا اندازهگیری پیوسته و بر خط مقدار Eh صورت گیرد (شکل۴).

شکل۴: نصب تجهیزات اندازهگیری Eh در سلول پرعیارکنی اولیه
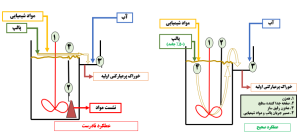
در مدار ۲۴ ساعته کارخانه مولیبدن نقاط تزریق سولفیدسدیم در تانک های حالت دهنده و ابتدای سلول پرعیارکنی اولیه و ابتدای سلول شستشو ۲ (کلینر۲) است. اندازهگیری پتانسیل اکسیداسیون – احیا (Eh) با استفاده از Eh متر دستی در مخزن اول (محل تزریق سولفید سدیم) ردیف سلولهای پرعیارکنی، مقدار ۶۱۰- میلیولت و در سلول آخر همان ردیف، ۵۳۰- میلیولت را نشان داد. این کاهش قابلتوجه Eh در انتهای ردیف سلولها بیانگر کاهش اثر بازدارندگی سولفید سدیم در سلولهای پایانی ردیف سلولهای پرعیارکنی است که به افت بازیابی مولیبدن منجر شده است(شکل۵).
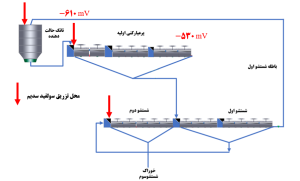
شکل۵: محلهای اضافهشدن مواد شیمیایی در مدار ۲۴ ساعته قبل از تغییرات
در سال ۱۴۰۳ توسط آقای طاهری با افزایش تعداد نقاط تزریق، اندازهگیری پتانسیل اکسیداسیون – احیا (Eh) توسط Eh متر دستی در مخزن اول (محل تزریق) ردیف سلولهای پرعیارکنی ۵۹۰- میلیولت و در سلول آخر همان ردیف ۵۶۵- میلیولت را نشان داد. این نتایج حاکی از آن است که بهینهسازی و کاهش مصرف سولفید سدیم و افزایش نقاط تزریق منجر به افزایش بازدارندگی سولفید سدیم در نتیجه ارتقا بازیابی مولیبدن کارخانه می شود (شکل۶). با اضافه شدن نقاط تزریق و اندازهگیری مقدار پتانسیل تنها در ردیف ۲ جداکننده سلول پرعیارکنی اولیه نیاز به نصب تجهیزات اندازهگیری پتانسیل در سایر قسمت های کارخانه و ۳ ردیف دیگر پرعیارکنی اولیه جهت تنظیم و کنترل مصرف سولفیدسدیم بود (شکل۶)
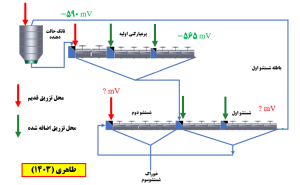
شکل۶: افزایش نقاط تزریق سولفید سدیم
جهت کاهش مشکلات ابزار دقیقی (عدم حضور همیشگی حسگر داخل پالپ)، کاهش استفاده از حسگر (وجود تنها یک عدد حسگر صنعتی در کارخانه) و امکان اندازهگیری مقدار Eh از تمام نقاط مدار، پیشنهاد ساخت جعبه Eh داده شد. طراحی این جعبه در محیط نرم افزار سالیدورکس انجام و برای ساخت به کارگاه ۷۳ ارسال گردید (شکل ۷).
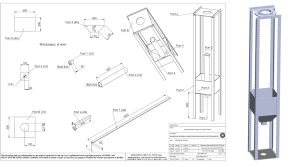
شکل۷: رسم جعبه اندازهگیری Eh در محیط سالیدورکس
جعبه در کنار محل اندازهگیری قبل نصب و حسگر به داخل آن انتقال داده شد (شکل ۸). از مزایای استفاده از جعبه Eh میتوان به موارد زیر اشاره کرد.
- امکان اندازهگیری Eh از تمام نقاط کارخانه مولیبدن
- تنظیم مصرف سولفید سدیم جهت رسیدن به مقدار مطلوب Eh
- جلوگیری از آسیب به حسگر در برابر تلاطم جریان و رسوب
- افزایش بازه زمانی کالیبراسیون حسگر (۳ روز به ۹۰ روز)
- استفاده از حسگرهای دیگر به عنوان آمادهبهکار
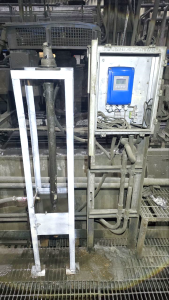
شکل۸: جعبه اندازهگیری Eh
در بخش دوم این ارائه به توضیح نحوه حرکت بار درون تانک حالت دهنده و اصلاح تانک حالت دهنده پرداخته شد.
وظیفه تانک های حالت دهنده اختلاط پالپ با موادشیمیایی و ایجاد زمان ماند کافی جهت ورود به سلول پرعیارکنی اولیه است. در قسمت داخلی تانک حالتدهنده یک صفحه جداکننده ای وجود دارد که از قسمت پایین آن دارای ارتفاع ۲۰ سانتیمتری ازکف تانک است. طبق طراحی، بار پس از همزنی و گذشت زمان ماند کافی، از فضای ۲۰ سانتیمتری پایین صفحه عبور کرده و به صورت سرریز شونده به سمت سلول های پرعیارکنی اولیه هدایت میشود. پس از گذشت زمان و با نشست مواد در قسمت پایین صفحه جداکننده، مسیر بسته شد. در اقدام اولیه برای جلوگیری از سرریز پالپ از تانک حالت دهنده قسمت بالایی صفحه جدا کننده برش داده شد تا بار با حرکت افقی به سمت سلول های پرعیارکنی اولیه هدایت شود (شکل۹).
شکل۹: نحوه حرکت بار داخل تانک حالت دهنده
به منظور برطرفسازی مشکلات ناشی از زمان ماند ناکافی و پدیدهی میانبر زدن جریان پالپ در تانک حالتدهنده، اصلاحاتی بر روی صفحهی جداکننده اعمال گردید که شامل افزایش ارتفاع قسمت پایینی این صفحه از ۲۰ به ۵۰ سانتیمتر و همچنین جوشکاری و مسدودسازی کامل بخش بالاییِ برشخوردهی آن بود (شکل ۱۰). اجرای این تمهیدات، ضمن جلوگیری از میانبر زدن مواد، به افزایش زمان ماند و در نتیجه، بهبود اختلاط مواد شیمیایی با پالپ منجر گردید.

شکل۱۰: اقدامات انجام شده جهت اصلاح تانک حالت دهنده