این جلسه در مورخ ۲۳/۰۱/۱۴۰۵با موضوع «استانداردسازی راهبری مدار سرندکنی و سنگشکنی کارخانه تغلیظ» در مجتمع مس سرچشمه برگزار شد. موضوعات مطرحشده شامل معرفی مدارهای کارخانه سرندکنی و سنگشکنی، اقدامات انجام شده در راستای بهبود وضعیت دانه بندی و تناژ نوار ۱۱، اقدامات انجام شده در راستای افزایش آمادهبهکاری تجهیزات، آسیبهای ناشی از سنگ درشت و توقفات ناشی از آن بود.
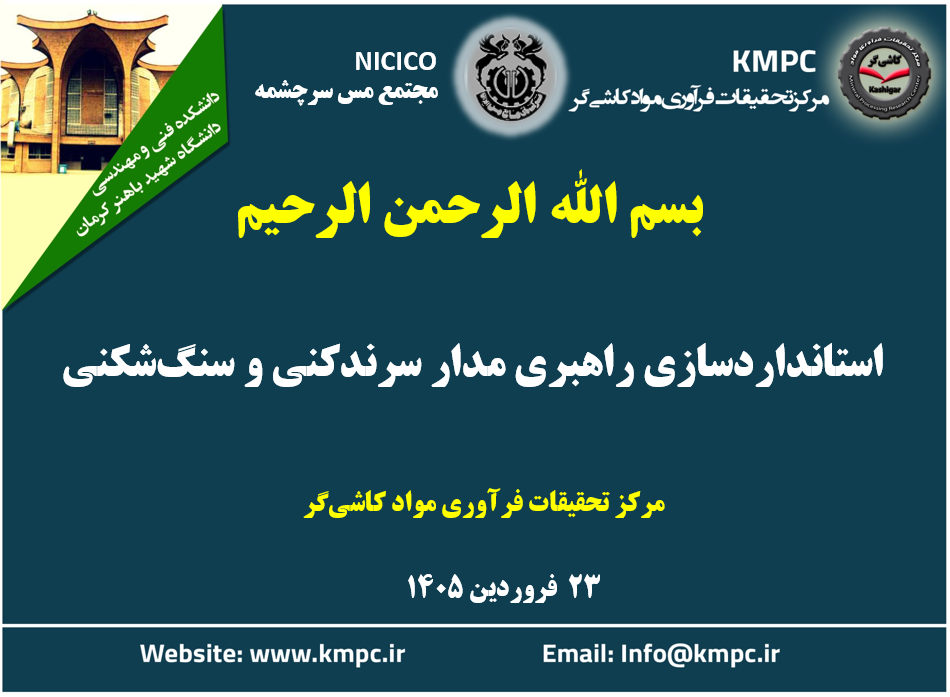
باتوجهبه شکل ۱، مدار سنگشکنی مجتمع مس سرچشمه از یک سنگشکن اولیه نوع ژیراتوری با ظرفیت ۵۰۰۰ تن بر ساعت، واحد سرندکنی اولیه شامل شش سرند لرزان، سه سنگشکن ثانویه مخروطی استاندارد با اندازه ۲۱۳ سانتیمتر (هر یک با ظرفیت ۷۸۷ تن بر ساعت) به همراه سرند، و شش سنگشکن ثالثیه مخروطی سر کوتاه با اندازه ۱۲۱ سانتیمتر (هر یک با ظرفیت ۳۹۶ تن بر ساعت) در مدار بسته با سرندهای لرزان تشکیل شده است.
شکل ۱: شماتیک کلی مدار کارخانه سرندکنی و سنگشکنی مجتمع مس سرچشمه
اقدامات انجام شده در راستای بهبود وضعیت دانه بندی و تناژ نوار ۱۱
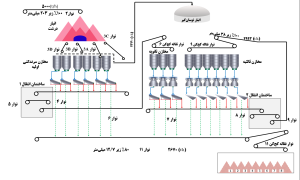
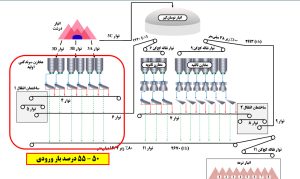
با توجه به شکل ۲، محصول نوار نقاله شماره ۱۱ توسط ۱۵ سرند تأمین میگردد؛ بنابراین توزیع دانهبندی مواد روی این نوار میتواند در ۱۵ نقطه مختلف تحت تأثیر قرار گیرد.
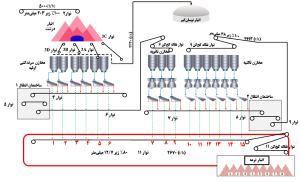
شکل ۲:نقاط خوراک دهی به نوار محصول
حدود ۵۰ تا ۵۵ درصد از بار نوار نقاله شماره ۱۱ از ساختمان سرندکنی اولیه تأمین میشود. هدف از سرندکنی اولیه، جداسازی ذرات کوچکتر از ۱۲٫۷ میلیمتر پیش از ورود مواد به ساختمان سنگشکنهای ثانویه است. به دلیل حجم بالای بار، طی هماهنگیهای انجامشده با بخش عملیات و تعمیرات، قرار بر این شد که تمرکز بیشتری بر روی نقاط ریزش مواد درشت روی سرندها صورت گیرد و به محض مشاهده ریزش هر گونه مواد درشت روی نوار محصول، اقدام لازم برای رفع آن انجام شود (شکل ۳).
شکل ۳: ساختمان سرندکنیاولیه
نقاط ورود ذرات درشت به نوار محصول
بیشترین عامل ورود ذرات درشت به نوار نقاله شماره ۱۱، پارگی توریهای نیم اینچ است. در سالهای گذشته، به محض پارگی توری، بخش آسیبدیده با جوشکاری ترمیم میشد؛ اما جوشکاری مقاومت چندانی در برابر ارتعاش ندارد. همچنین در صورت ترمیم، به دلیل کارکردگی توری، ممکن است از ناحیهای دیگر دچار پارگی شود و دوباره کیفیت دانهبندی را کاهش دهد. از طرفی، مدت زمان جوشکاری تقریباً برابر با مدت زمان تعویض توری است، ولی در صورت تعویض توری، از عمر مفید تقریبی آن آگاهی داریم، در حالی که از دوام توری ترمیمشده اطمینانی وجود ندارد (شکل۴).
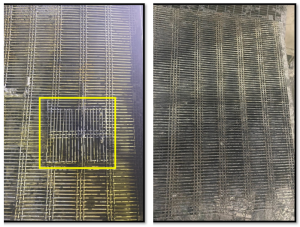
شکل ۴: توری سالم و توری جوشکاری شده
گوشوارهها
گوشوارهها، صفحات فلزی واقع در انتهای سرند هستند که از ورود ذرات درشت به نوار محصول جلوگیری میکنند. با پایش زودهنگام گوشوارهها، امکان تعویض و ترمیم آنها در کوتاهترین زمان ممکن فراهم شد. این گوشوارهها به دلیل تماس مستقیم با مواد، دچار سایش زودهنگام میشوند و حداکثر عمر مفید آنها ۲۰ روز است. به منظور کاهش سایش زودهنگام، نمونههای آستردار با طرحهای مختلف ساخته شد که نمونه نهایی آن بر روی سرند ثانویه شماره ۱ نصب گردید. از زمان نصب این نمونه حدود ۲۰۰ روز میگذرد و همچنان بدون هیچ عیبی کار میکند. بر اساس پایشهای در حال انجام، به محض آن که طول عمر عملکردی این نمونه به طور قطعی مشخص شود، بر روی همه سرندها نصب خواهد شد (شکل ۵).
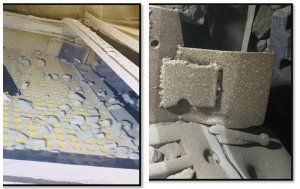
شکل ۵:سایش گوشواره فعلی و نصب گوشواره جدید
پشتشاسی سرندها
وجود فاصله میان دربهای بازدید و بدنه اصلی سرند، باعث میشود که مواد درشت از طبقه اول ریزش کرده و بر روی نوار ۱۱ بریزند. به منظور جلوگیری از ورود این ذرات درشت، صفحات شیبداری بر روی دربهای بازدید سرند نصب شدهاند تا هنگام ریزش مواد، ذرات درشت به این صفحات برخورد کرده و به طبقه دوم هدایت شوند (شکل ۶). همچنین با تقویت و پایش زودهنگام پشتشاسیها، از ریزش مواد درشت به نوار محصول جلوگیری به عمل آمد.

شکل ۶: دریچههای بازدید قبل و بعد از اصلاحات
صفحات کناری (Side Plate)
نقطه ریزش بعدی مربوط به صفحات کناری سرند است. زمانی که لاستیک شاسی بالا دچار خردگی (فرسایش) شود، بین شاسی بالا و صفحات کناری سرند فاصله ایجاد میگردد. در صورت وجود این فاصله، ذرات درشت از طبقه اول به بیرون ریزش کرده و از طریق مجرای خوراکدهی زیرین سرند وارد نوار محصول میشوند (شکل ۷). برای جلوگیری از ریزش مواد از این ناحیه، صفحات فلزی برای کاهش فاصله به صفحات کناری سرند جوش داده شد و همچنین لاستیکهای شاسی بالا به محض خرد شدن تعویض گردیدند.
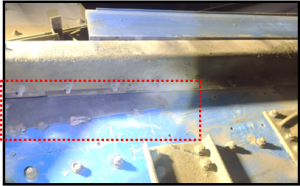
شکل ۷: نصب صفحهفلزی و آستر لاستیکی
نصب مجرای خوراکدهی (H)
با تغییر شکل مجراهای خوراکدهی استوانهای در سنگشکنهای ثالثیه به شکل H، توزیع یکنواخت خوراک ورودی حاصل شد. زمانی که خوراک به صورت یکنواخت وارد سنگشکن شود، نرخ سایش زره و منتل یکسان میگردد؛ در این صورت تنظیم دهانه به درستی انجام شده و مواد به درستی خرد میشوند. از سوی دیگر، خفه کار کردن سنگشکن موجب شکست بینذرهای و افزایش تناژ تولیدی میگردد. در نتیجه، ظرفیت از ۳۵۰ به ۴۰۰ تن در ساعت افزایش یافته و ذرات ریز بیشتری تولید میشود (شکل ۸).

شکل ۸: مجرای استوانهای و H شکل سنگهای ثالثیه
وضعیت نوار۱۱
بر اساس طراحی اولیه، ابعاد دانهبندی خروجی باید به گونهای باشد که ۸۰ درصد ذرات کوچکتر از ۱۲٫۷ میلیمتر باشند. هرگونه افت کیفیت دانهبندی و درشتشدن ابعاد محصول، باعث ایجاد نوسان در فرآیند آسیاکنی و طبقهبندی ذرات میشود که در نتیجه افت بازیابی را به دنبال دارد. بنابراین، حفظ کیفیت دانهبندی تأثیر مستقیمی بر میزان بازیابی دارد. طبق شکل (۹)، میانگین کیفیت دانهبندی سالهای ۱۴۰۳ و ۱۴۰۴ با یکدیگر مقایسه شده است. در سال ۱۴۰۳، میانگین کیفیت دانهبندی برابر با ۷۵٫۶ با انحراف معیار ۷٫۷ بود. در سال ۱۴۰۴، با انجام اقدامات ذکر شده، میانگین به ۸۰٫۱ با انحراف معیار ۳٫۴ ارتقا یافت.
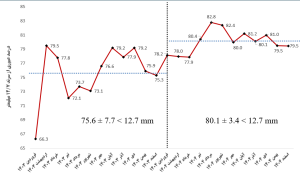
شکل ۹: وضعیت نوار ۱۱ درسال ۱۴۰۳ و ۱۴۰۴
افزایش آماده بهکاری تجهیزات
یکی از اقداماتی که باعث افزایش آمادهبکاری سنگشکنها شد، تغییر مسیر لولهکشی و تغییر جنس لولههای آب سردکن روغن سنگشکنها از فلزی به پلیپروپیلن بود. در گذشته، به دلیل زنگزدگی و رسوب در لولههای فلزی، آب دبی لازم برای خنککاری را نداشت که این امر باعث افزایش دما و خرابی سنگشکنها میشد (شکل ۱۰). با انجام تغییرات یادشده، میانگین دمای سنگشکنها در سال ۱۴۰۳ برابر با ۵۵ درجه سانتیگراد و در سال ۱۴۰۴ به ۴۵ درجه سانتیگراد کاهش یافت.
 شکل ۱۰: رسوب گرفتگی و انسداد لولههای آب سردکن روغن
شکل ۱۰: رسوب گرفتگی و انسداد لولههای آب سردکن روغن
افزودن مخزن جدید روغن
هنگام خاموش شدن سنگشکنها، سطح روغن در مخازن آنها بالا آمده و دچار سرریز میشود. در گذشته، برای جلوگیری از آلودگی محیط زیست و کاهش مصرف روغن، روغن سرریز شده از طریق لولهکشی به یک مخزن ۲۰۰۰ لیتری هدایت میشد و هنگام روشن شدن سنگشکن و کاهش سطح روغن، از آن مخزن برای شارژ مجدد مخازن سنگشکن استفاده میگردید. در اقدام انجامشده، یک مخزن ۲۰۰۰ لیتری جداگانه در کنار مخزن قبلی نصب شد. به این ترتیب، روغن سرریز شده ابتدا وارد مخزن قدیمی میشود؛ سپس سرریز مخزن اول (که حاوی روغن تمیز است) به مخزن دوم وارد شده و از آنجا به سمت مخازن سنگشکنها پمپ میگردد. با این کار، گردوخاک وارد شده به مخزن به دلیل اختلاف چگالی تهنشین شده و از قسمت تهریز مخزن اول تخلیه میشود (شکل ۱۱).

شکل ۱۱: مخازن روغن سنگشکنهای ثانویه و ثالثیه
راه اندازی مجدد محفظه آب (Water Chamber)
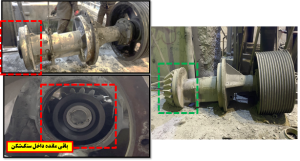
سیستم Water Chamber، محفظهای آبدار در اطراف جایگاه قرارگیری منتل (Socket Liner) است که از ورود گردوغبار به روغن سنگشکنها جلوگیری میکند. در گذشته، به دلیل آببندی نامناسب، این سیستم باعث نفوذ آب به روغن میشد. با رفع مشکل آببندی، سیستم مذکور وارد مدار شد (شکل ۱۲).

شکل ۱۲: سیستم: (Water Chamber)
با انجام اقدامات ذکر شده به منظور افزایش آمادهبکاری سنگشکنها، تعداد قطعات مصرفی (Socket Liner) از ۴۴ عدد در سال ۱۴۰۳ به ۸ عدد در سال ۱۴۰۴ کاهش یافت. همچنین تعداد مصرف بوش مخروطی از ۲۶ عدد به ۶ عدد کاهش پیدا کرد.
وضعیت سطح انبار نرمه
طبق طراحی، اگر سطح انبار نرمه از ۳۰ درصد کمتر شود، نوسان در تناژ ورودی به آسیاهای اولیه ایجاد میگردد. هر چه سطح انبار نرمه بالاتر باشد، ترکیبشدگی مواد بهتر شده و نوسان به حداقل ممکن میرسد. مطابق شکل (۱۳)، سطح انبار نرمه در سالهای ۱۴۰۳ و ۱۴۰۴ با یکدیگر مقایسه شده است. میانگین سطح انبار نرمه در سال ۱۴۰۳ برابر با ۳۷٫۴ با انحراف معیار ۳۳ بود. در سال ۱۴۰۴، با افزایش آمادهبکاری سنگشکنها، سطح انبار به ۵۵٫۳ با انحراف معیار ۲۴٫۲ ارتقا یافت.
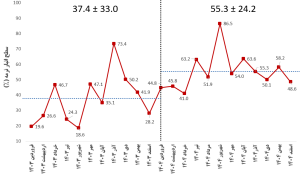
شکل ۱۳: وضعیت سطح انبارنرمه درسال ۱۴۰۳ و ۱۴۰۴
موانع افزایش تولید
طبق طراحی، اگر سطح انبار نرمه از ۳۰ درصد کمتر شود، نوسان در تناژ ورودی به آسیاهای اولیه ایجاد میگردد. هر چه سطح انبار نرمه بالاتر باشد، ترکیبشدگی مواد بهتر شده و نوسان به حداقل ممکن میرسد. مطابق شکل (۱۴)، سطح انبار نرمه در سالهای ۱۴۰۳ و ۱۴۰۴ با یکدیگر مقایسه شده است. میانگین سطح انبار نرمه در سال ۱۴۰۳ برابر با ۳۷٫۴ با انحراف معیار ۳۳ بود. در سال ۱۴۰۴، با افزایش آمادهبکاری سنگشکنها، این سطح به ۵۵٫۳ با انحراف معیار ۲۴٫۲ ارتقا یافت.
ورود سنگهای درشت به مدار
به منظور دستیابی به حداکثر کارایی این مدار، توجه به خوراک ورودی کارخانه ضروری است. همانطور که پیشتر اشاره شد، تمام ذرات خوراک ورودی باید ابعادی کمتر از ۲۰۳ میلیمتر داشته باشند (۱۰۰٪ زیر ۲۰۳ میلیمتر). زیرا چنانکه در شکل ۱۴ دیده میشود، وجود سنگهای درشتتر از این حد، موجب گرفتگی مجراها و توقف کارخانه میگردد.
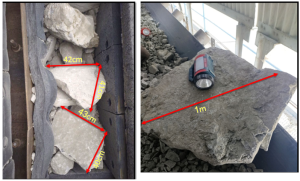
شکل ۱۴: خوراک ورودی به سنگشکنهای ثانویه و مجرای خوراک دهی نوارنقاله کجکن ۶
شدت برخورد سنگهای درشت به دیواره مخازن بیشتر از سنگهای ریز است؛ ازاینرو ورود سنگهای درشت احتمال کندهشدن آسترهای لاستیکی مخازن را افزایش میدهد. این آسترها پس از ورود به مراحل بعدی و گیر کردن در تجهیزات پاییندست، باعث گرفتگی و توقف کارخانه میشوند. گفتنی است گرفتگی ناشی از لاستیک، بدترین نوع گرفتگی محسوب میشود و رفع آن به نیروی انسانی و زمان زیادی نیاز دارد (شکل ۱۵).
 شکل ۱۵: آسترهای لاستیکی مخازن
شکل ۱۵: آسترهای لاستیکی مخازن
علاوه بر این، ورود سنگهای درشت احتمال آسیب مکانیکی به تجهیزات را افزایش میدهد. هنگامی که این سنگها وارد سنگشکن میشوند، نیرویی یکطرفه به آن وارد کرده و استهلاک آن را افزایش میدهند. در شکل ۱۶، قطعه کانتر شفت (Counter Shaft) نشان داده شده است؛ یکی از دلایل اصلی شکستگی این قطعه نیز وجود سنگهای درشت میباشد.
 شکل ۱۶: کانتر شفت سالم و شکسته شده
شکل ۱۶: کانتر شفت سالم و شکسته شده
همچنین سنگهای درشت آسیب بیشتری به طبقه اول سرندها (سرندهای گریزلی) وارد میکنند. این آسیب منجر به فرسودگی سریعتر آن طبقه میشود و در صورت عبور سنگهای درشت از این طبقه، احتمال پارگی توری سرند طبقه دوم نیز افزایش مییابد (شکل ۱۷).
 شکل ۱۷: سرند گریزلی فرسوده شده
شکل ۱۷: سرند گریزلی فرسوده شده
در آبانماه سال ۱۴۰۴، به دلیل ارسال بار درشت از سوی سنگشکن اولیه (ژیراتوری)، ساعت توقف تجهیزاتی که به طور مستقیم با سنگدرشت در ارتباط بودند به شدت افزایش یافت، بهگونهای که ساعت توقف آنها برای انجام تعمیرات به آذرماه منتقل شد. با پیگیریهای بخش عملیات و تعمیرات و انجام تعویض منتل و زره سنگشکن اولیه در بهمنماه، مشکل ارسال خوراک درشت به طور کامل برطرف گردید (شکل ۱۸).
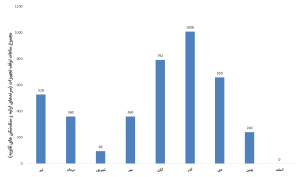
شکل ۱۸: مجموع ساعت توقف هر تجهیز به صورت جداگانه
خلاصه و جمعبندی
- پایش زودهنگام گوشوارهها و تعویض بهموقع توریها در بخش سرندکنی، باعث بهبود کیفیت دانهبندی و افزایش شاخص آن از ۷۵/۶ به ۸۰/۱ درصد شد.
- برای نصب گوشوارههای لاینردار در تمامی سرندها، مدتزمان عملکرد آن همچنان تحت پایش است. گوشواره طرح جدید تاکنون ۲۰۰ روز بدون ایراد در حال کار است.
- راهاندازی سیستم Water Chamber و اصلاح لولهکشی آب، باعث کاهش دمای روغن و افزایش آمادهبهکاری سنگشکنها شد. در نتیجه این اقدامات و استفاده از مجرای خوراکدهی H شکل، تناژ تولیدی و سطح انبار نرمه از ۳۷/۴ به ۵۵/۳ درصد افزایش یافت.
- ورود سنگهای خارج از محدوده طراحی، باعث افزایش توقفات و خرابی تجهیزات میشود.