
در ارائه ای که در تاریخ ۹۸/۱۱/۲۹ برگزار گردید اهمیت نمونهگیری در زمان و مکان مناسب از محصول مدار خردایش کارخانه گندلهسازی یک بررسی شد.
در ابتدا در رابطه با اهمیت و کاربرد نمونهگیری در کارخانههای فرآوری صحبت شد. همچنین گفته شد آینده به این سمت است که نمونهگیری از بخشهای مختلف فرآیند به سمت برخط شدن برود و در نتیجه آن بتوان فرآیند را به صورت خودکار کنترل کرد.

پس از معرفی مدار آسیاکنی گندلهسازی گلگهر، شرایط موجود از نظر نمونه گیری مورد بررسی قرار گرفت که با توجه به نمونه گیری ۴ ساعت یکبار و لحظهای از محصول و کنترل مدار آسیا بر اساس آن، عملا اپراتور با چشم بسته آسیا را کنترل میکند.

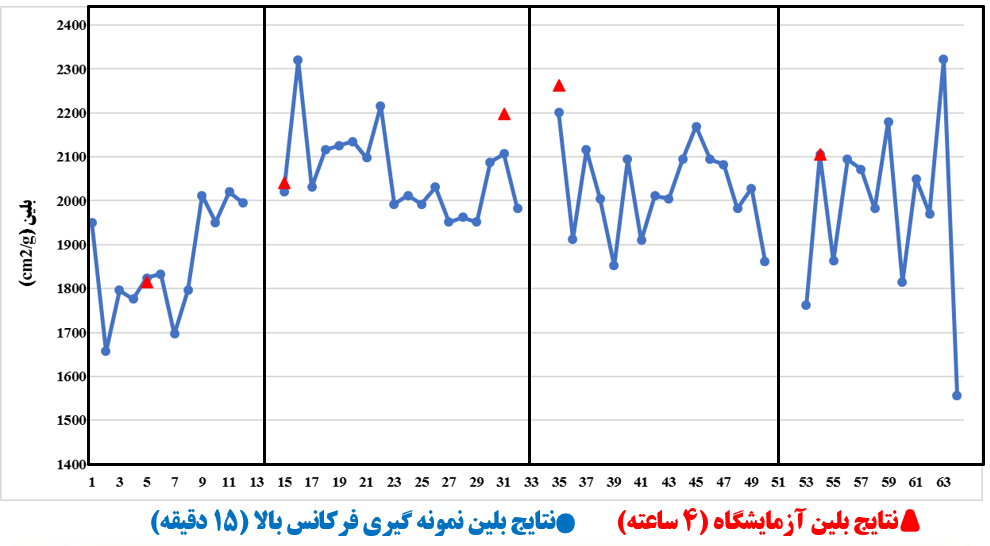
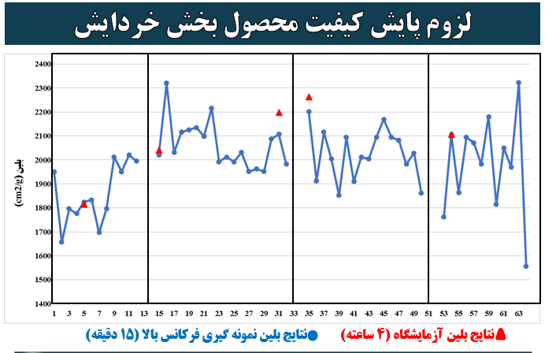
با توجه به نمونهگیریهای انجام شده فرکانس بالا (۱۵ دقیقه یکبار) از محصول مدار آسیاکنی گندلهسازی گلگهر و مقایسه با نتایج ۴ ساعت یکبار آزمایشگاه، مشخص شد بازه زمانی فعلی برای نمونهگیری بسیار طولانی بوده و دید خوبی از محصول نمیدهد و به شدت پایین دست را تحت تاثیر قرار میدهد.
در ادامه به سوالات اساسی در تعیین یک نمونهگیر پاسخ داده شد. این سوالات شامل: مقدار نمونه، فواصل زمانی نمونه گیری، نوع نمونه گیر و محل نمونه گیری، میشود.

در مورد محل نمونه گیر به دلیل تاثیر بسیار زیاد ته ریز غبارگیر کیسه ای بر نمونه نقاط ۲ و ۳ و نیز عدم اختلاط دو جریان در نقطه ۲ و مشکلات نمونه گیر مارپیچی نصب شده در نقطه ۲، نقطه ۱ بهتر شناخته شد.
همچنین نقطه ۱ نزدیکترین نقطه به آسیا بوده و بهتر و سریع تر می توان آسیا را کنترل کرد.
به منظور دستیابی به کنترل بهتر آسیا، نمونه گیری از محصول باید از نقطه ۱ (۸۰% محصول نهایی) انجام شده و مشکلات نمونه گیر رفع شود. همچنین جهت اطلاع از بلین محصول نهایی حلقه کنترل فشار قبل از غبارگیر کیسه ای راه اندازی خواهد شد.
بیست و سومین جلسه استانداردسازی فرآیندها: استاندارد سازی نمونه گیری از محصول مدار آسیای گلوله ای در کارخانه گندله سازی یک شرکت معدنی و صنعتی گل گهر


درباره نویسنده
مطالب مرتبط
-

انتشار کتابچه مهارتی “آنچه که یک مهندس فرآیند در مورد نمونهبرداری از جریانهای کارخانههای فرآوری مواد باید بداند” توسط مرکز تحقیقات فرآوری مواد کاشیگر
-
چهارصد و هشتاد و نهمین جلسه هفتگی مرکز تحقیقات فرآوری مواد کاشیگر (استانداردسازی راهبری مدار کارخانه مولیبدن)
-
یکصد و نود و یکمین ارائه از مجموعه در دنیا چه خبر: رفع گلوگاه های مدار آسیاکنی خودشکن کارخانه Olympic Dam در استرالیا
-
چهارصد و هشتاد و هشتمین جلسه هفتگی مرکز تحقیقات فرآوری مواد کاشیگر (استانداردسازی راهبری مدار فلوتاسیون کارخانه پرعیارکنی یک (کاهش دانسیته شیرآهک و راهاندازی حلقه کنترلی))



