
آسیاها بر اساس نوع دانه بندی ورودی و خروجی مطلوب و ظرفیت مد نظر، طراحی میشوند. بر همین اساس طول و قطر آسیا، نوع آستر، میزان پرشدگی و دامنه ابعادی گلوله مشخص میشود.
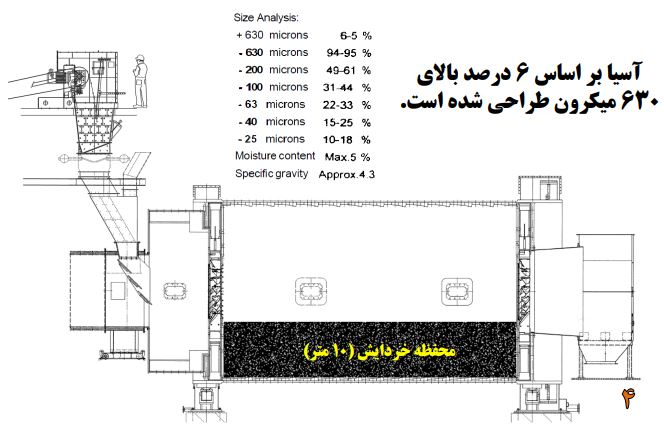
آسیای گلولهای کارخانه گندلهسازی شرکت معدنی و صنعتی گلگهر بر اساس دانهبندی خوراک ۶ % بالای ۶۳۰ میکرون طراحی شده و یک آسیای با مکانیز غالب سایشی است.
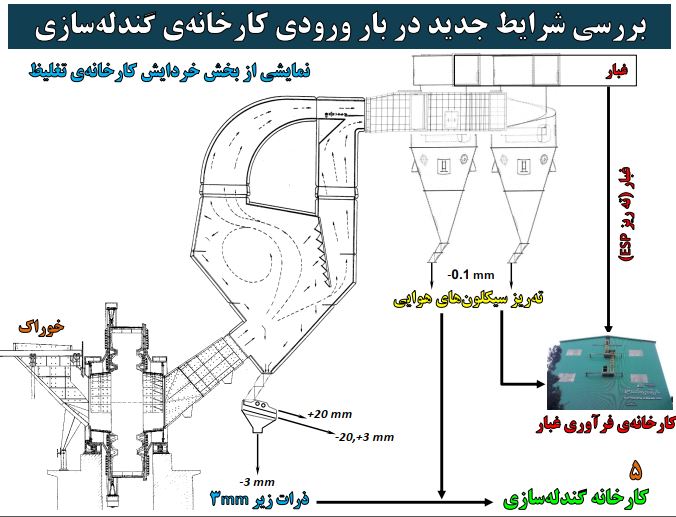
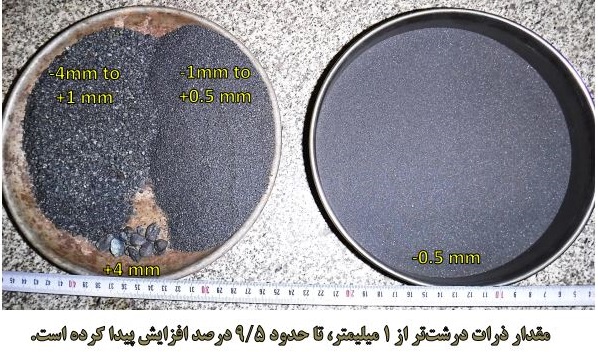
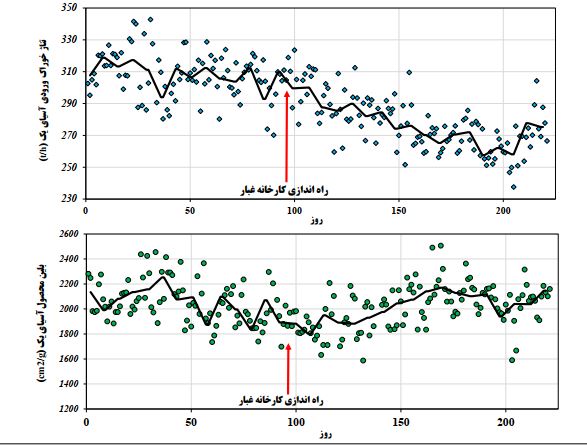
اما بعد از تغییراتی که از شهریور ۹۸ در خطوط تولید کنسانتره ایجاد شد، مقدار ذرات بالای ۱ میلیمتر در خوراک ورودی مدار آسیاکنی کارخانه گندلهسازی، تا حدود ۹/۵ % افزایش پیدا کرده است.
این تغییرات باعث ایجاد مشکلاتی از قبیل کاهش ۲۰ تا ۳۰ درصدی ظرفیت آسیاها، افزایش گوگرد خوراک، آسیبهای مکانیکی به آسیا، کاهش عمر آسترهای آسیا و افزایش مصرف گلوله شده است.
بنابراین برای مقابله با این موضوع باید آسیای گلولهای کارخانه گندلهسازی در برابر ذرات درشت مقاومسازی شود. بدین منظور ابتدا باید نسبت گلوله داخل آسیا که در طراحی آن آمده رعایت شود؛ بر اساس اعداد طراحی باید نسبت گلولههای ۳۰، ۴۰ و ۵۰ میلیمتر در آسیا به ترتیب ۷۰ ، ۲۰ و ۱۰ درصد باشد. بنابراین با توجه به نرخ سایش معمول در این آسیا و به منظور حفظ نسبت اندازه گلوله ها در آسیا باید ماهیانه به ترتیب ۱/۵ و ۳ تن گلوله ۵۰ و ۴۰ میلیمتر از دریچه اول آسیا و برای تولید بلین ۱۰ تن گلوله ۳۰ میلیمتر از دریچه دوم آسیا شارژ شود.

نکته بسیار مهم در تغییر مکانیزم خردایش در آسیاهای گلولهای سایشی این است که نباید مکانیزم را در تمام آسیا تغییر داد. به این معنی که آسیای گلولهای گندله سازی به منظور افزایش بلین طراحی شده و این امکان وجود ندارد که گلوله های ریز (۳۰ میلیمتر) را از آن حذف کرد با این هدف که گلوله درشت (۴۰ و ۵۰ میلیمتر) اضافه کنیم تا مکانیزم ضربه افزایش یابد. به طور کلی در آسیاهای تولید بلین باید ذرات درشت را یک سوم ابتدایی آسیا خرد کرد و در دو سوم بعدی محصول پودری (بلین بالا) تولید کرد. از سوی دیگر با توجه به اینکه سختی گلولهها از سطح به داخل یکنواخت نیست، هم چنین به دلیل وجود عیوب ریختهگری، پروفیل سایش گلولهها یکسان نبوده و نباید انتظار داشت تا با افزودن گلوله جبرانی ۴۰ یا ۵۰ میلیمتر به آسیا این گلولهها سایش یافته و به اندازه ۳۰ میلیمتر یا کمتر میرسند.

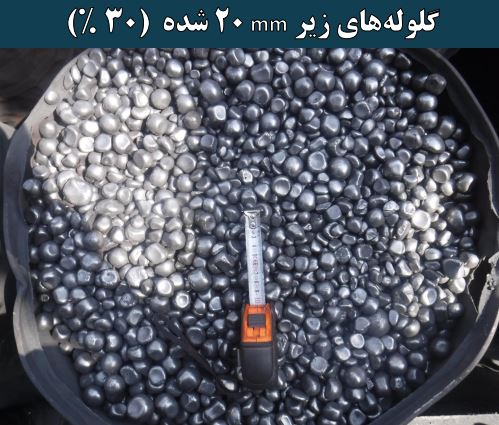
با بررسی گلولههای تخلیه شده از این آسیا مشاهده شد که به دلیل عدم شارژ گلوله جبرانی ۳۰ میلیمتر در یک بازه چند ماهه به آسیا، به دلایل گفته شده میزان گلولههای کروی با اندازه نزدیک به ۳۰ میلیمتر بسیار کم بوده و تقریبا اکثر گلولهها تا ۳۵ میلیمتر به حالت کروی سایش یافتهاند. در نتیجه پس از مدتی بخش بسیار قابل توجهی از گلولههای این آسیا حالت کروی نداشتند و چیپسی شده بودند.
شایان ذکر است که گلولههای غیرکروی علاوه بر اینکه هیچ گونه مشارکتی در خردایش مواد ندارند، فضای بسیار زیادی از آسیا را اشغال کرده و نیز منجر به ایجاد توانکشی کاذب در آسیا میشوند.
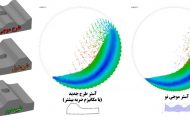
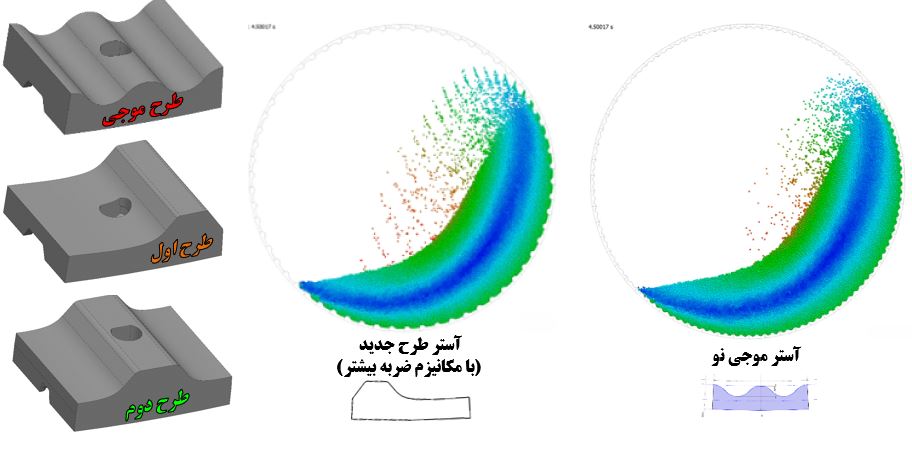
راه حل دوم ارائه شده با هدف افزایش مکانیزم ضربه در یک سوم ابتدایی آسیا است که این کار با نصب آسترهای پیشنهادی K امکانپذیر است. آسترهای موجی (طرح اصلی) میزان خردایش ضربهای کافی را نداشته و همچنین با سایش این آستر بالابری مواد کمتر هم میشود. اما آستر پیشنهادی به گونهای طراحی شده که علاوه بر افزایش میزان خردایش ضربهای (با بیشتر کردن بالابری گلولهها)، مسیر حرکت بار در انتهای عمر آستر نیز ثابت بماند. همچنین با در نظر گرفتن مسائل عملیاتی، عمر این آسترها نسبت به طرح اصلی بیشتر نیز خواهد بود. نکته بسیار مهم این است که چون در طرح پیشنهادی خردایش ضربهای بیشتر شده، توانایی این آسیا برای مقابله با ذرات درشت خوراک (بالای ۱ میلیمتر) بسیار زیادتر میشود.
){kind=link}

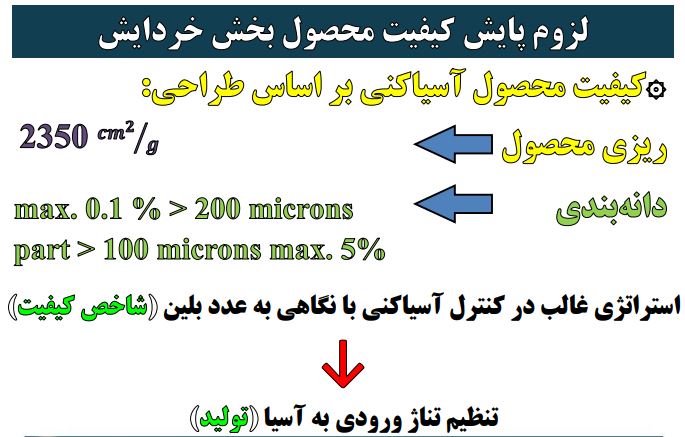
نمونه گیری از محصول از نظر مقدار، مکان نمونه گیری و فواصل زمانی بین نمونه گیری ها، باید به گونه ای باشد که تصویر واقعی از کیفیت محصول داشته باشیم و بر آن اساس مدار را پایش و کنترل کنیم. با توجه به دستورالعمل کارخانه، مدار آسیاکنی گندله سازی ۱ شرکت معدنی و صنعتی گل گهر باید محصولی با بلین cm2/g 2350 تولید.
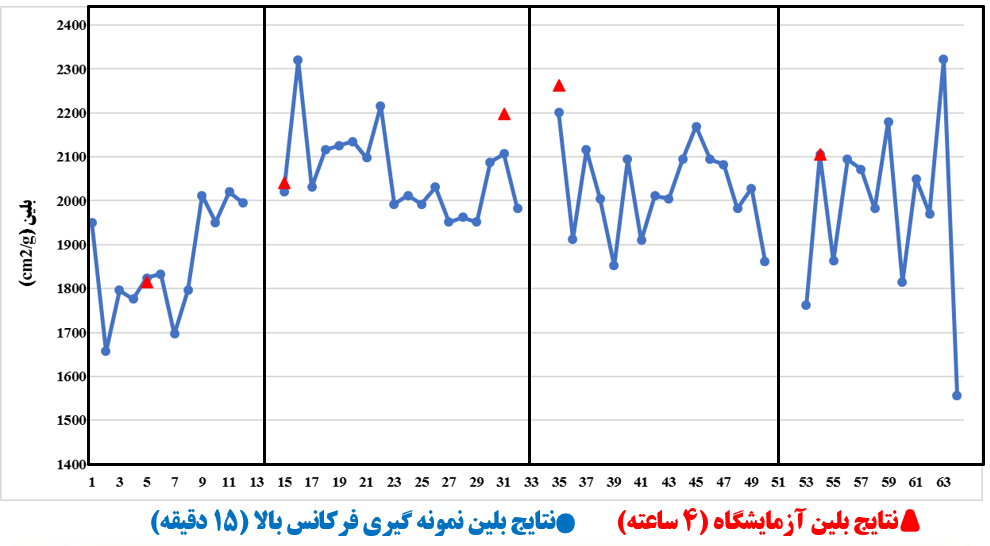
نتایج نمونهگیریهای فرکانس بالا (۱۵ دقیقه یکبار) از محصول مدار آسیاکنی گندله سازی گلگهر، نشان داد که بازه زمانی نمونه گیری ۴ ساعت یکبار آزمایشگاه، بسیار طولانی بوده و دید خوبی از محصول نمی دهد و به شدت پایین دست را تحت تاثیر قرار می دهد. همچنین این نتایج نشان داد که کیفیت محصول مدار آسیاکنی گندله سازی به شدت نوسان دارد و در یک بازه ۱۵ دقیقه ای گاهی از ۱۵۵۰ تا cm2/g 2300 متغییر است.

برای تولید محصول یکنواخت باید حلقه های کنترل فشار و دور جداکننده هوایی راه اندازی و استاندارد شوند. از سوی دیگر به منظور پایش محصول مدار آسیاکنی با مقایسه نمونه گیری ها مشخص شد بهترین نقطه برای تعیین کیفیت محصول، ایراسلایدهای ۴۴ (محصول جداکننده هوایی) است.

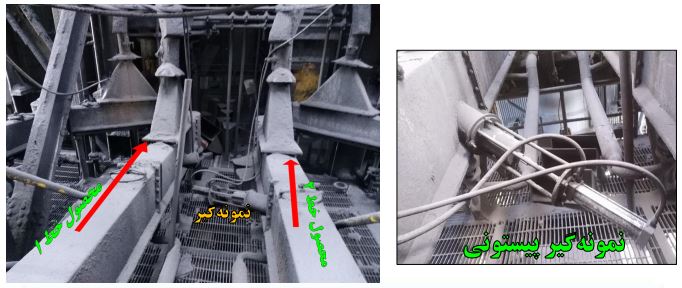
در این نقطه یک نمونه گیر پیستونی نصب است که طرح های پیشنهادی برای رفع مشکلات آن ارائه شد.
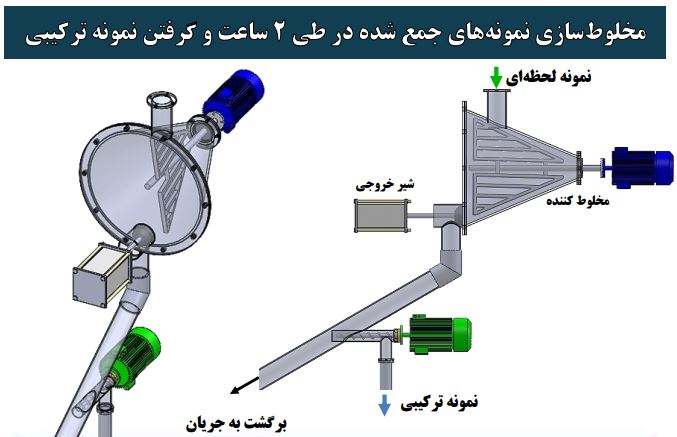
همچنین به منظور پایش صحیح و داشتن تصویر واقعی از کیفیت محصول، نمونه گیر پیستونی ۱۵ دقیقه یکبار باید نمونه گیری لحظه ای داشته باشد و نمونه خود را به یک مخلوط کننده منتقل کند. در ادامه از این مخلوط کننده یک نمونه ترکیبی گرفته شده و بقیه مواد به جریان برمیگردند. در انتها طرح پیشنهادی نمونه گیر، سیستم مخلوط سازی و نمونه گیری ترکیبی ارائه شد.
){kind=link}

در ارائه ای که در تاریخ ۹۸/۱۱/۲۹ برگزار گردید اهمیت نمونهگیری در زمان و مکان مناسب از محصول مدار خردایش کارخانه گندلهسازی یک بررسی شد.
در ابتدا در رابطه با اهمیت و کاربرد نمونهگیری در کارخانههای فرآوری صحبت شد. همچنین گفته شد آینده به این سمت است که نمونهگیری از بخشهای مختلف فرآیند به سمت برخط شدن برود و در نتیجه آن بتوان فرآیند را به صورت خودکار کنترل کرد.

پس از معرفی مدار آسیاکنی گندلهسازی گلگهر، شرایط موجود از نظر نمونه گیری مورد بررسی قرار گرفت که با توجه به نمونه گیری ۴ ساعت یکبار و لحظهای از محصول و کنترل مدار آسیا بر اساس آن، عملا اپراتور با چشم بسته آسیا را کنترل میکند.

با توجه به نمونهگیریهای انجام شده فرکانس بالا (۱۵ دقیقه یکبار) از محصول مدار آسیاکنی گندلهسازی گلگهر و مقایسه با نتایج ۴ ساعت یکبار آزمایشگاه، مشخص شد بازه زمانی فعلی برای نمونهگیری بسیار طولانی بوده و دید خوبی از محصول نمیدهد و به شدت پایین دست را تحت تاثیر قرار میدهد.
در ادامه به سوالات اساسی در تعیین یک نمونهگیر پاسخ داده شد. این سوالات شامل: مقدار نمونه، فواصل زمانی نمونه گیری، نوع نمونه گیر و محل نمونه گیری، میشود.

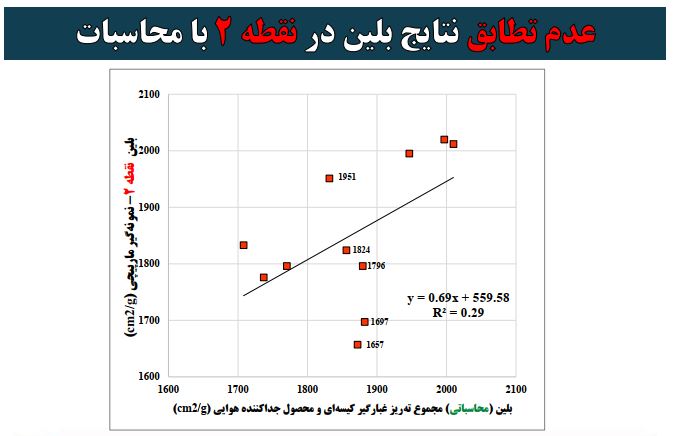
در مورد محل نمونه گیر به دلیل تاثیر بسیار زیاد ته ریز غبارگیر کیسه ای بر نمونه نقاط ۲ و ۳ و نیز عدم اختلاط دو جریان در نقطه ۲ و مشکلات نمونه گیر مارپیچی نصب شده در نقطه ۲، نقطه ۱ بهتر شناخته شد.
همچنین نقطه ۱ نزدیکترین نقطه به آسیا بوده و بهتر و سریع تر می توان آسیا را کنترل کرد.
به منظور دستیابی به کنترل بهتر آسیا، نمونه گیری از محصول باید از نقطه ۱ (۸۰% محصول نهایی) انجام شده و مشکلات نمونه گیر رفع شود. همچنین جهت اطلاع از بلین محصول نهایی حلقه کنترل فشار قبل از غبارگیر کیسه ای راه اندازی خواهد شد.
{kind=link}
آخرین نظرات
امیرحسین مهدیان در: چهارصد و هشتاد و ششمین جلسه هفتگی مرکز تحقیقات فرآوری مواد کاشیگر (استانداردسازی راهبری مدار کارخانه مولیبدن)
با سلام و احترام. تشکر از شما و راهنمایی شما. بله امولسیون گازوئیل و آب باعث بهت ...
امین حبیبی در: چهارصد و هشتاد و ششمین جلسه هفتگی مرکز تحقیقات فرآوری مواد کاشیگر (استانداردسازی راهبری مدار کارخانه مولیبدن)
سلام وقت بخیر و خداقوّت. بسیار کار ارزشمندی انجام شده. فقط بررسی تاثیر یک تغییر ...
میلاد کریمی در: مجموعه کتب استانداردسازی راهبری کارخانهها از طریق بازرسی فرآیند
عالی ...
مهدی غروی در: انتخاب دکتر صمد بنیسی به عنوان هیات علمی برگزیده در همکاری با جامعه و صنعت در سال ۱۴۰۴ از سوی وزارت علوم، تحقیقات و فناوری
توفیقات استاد عزیز و گرامی روزافزون باد ...
m.talebiyazd@gmail.com در: جلسه هفتگی استانداردسازی فرآیندها در کارخانه گلگهر: عیب یابی فرآیندی سلولهای فلوتاسیون ومکو خطوط تولید کنسانتره ۵، ۶ و ۷ شرکت معدنی و صنعتی گلگهر
سلام وقت بخیر . پی اچ آب فلوتاسیون کارگاه ( جهت استخراج فلز ) باس بالای ۹ باشه . ...