

محوریت جلسه پنج شنبه ۵ دی ماه ۱۳۹۸ بررسی وضعیت راهبری مدار آسیاکنی کارخانه پرعیارکنی یک مجتمع مس سرچشمه بود. در این ارائه به بررسی موضوعات زیر پرداخته شد:
- عوامل موثر بر کارآیی هیدروسیکلون
- وضعیت حلقه کنترل فشار هیدروسیکلون اولیه ۵
- اقدامات انجام شده در راستای راه اندازی حلقه کنترل فشار هیدروسیکلون اولیه ۴
- وضعیت پمپ های کفشو تونل های انبار نرمه
- ریخت و ریزهای اطراف نوار ۲۰۰۳
- وضعیت نوار نقاله ۲۰۰۴
در ادامه به بررسی یک به یک موضوعات عنوان شده پرداخته شد.
عوامل موثر بر کارآیی هیدروسیکلون
هیدروسیکلون به عنوان طبقه بندی کننده برای جداسازی ذرات بر اساس ابعاد و چگالی طراحی شده است. در هیدروسیکلون ها مواد به صورت مماس وارد میشوند. بر اساس فشار وارده و ایجاد جریان گرداب تمامی مواد تحت تاثیر دو نیرو گریز از مرکز و مقاومت سیال قرار میگیرند. ذراتی که سرعت ته نشینی بالایی دارند با غلبه بر نیروی مقاومت سیال و در اثر نیروی گریز از مرکز به سمت دیوار سیکلون هدایت میشوند و در نهایت با انتقال به سمت ته ریز از سیکلون به عنوان بار درگردش خارج میشوند. اما ذراتی که تحت تاثیر نیروی مقاومت سیال قرار دارند و توان خروج این بخش را ندارند با هدایت به سمت سرریز به عنوان محصول هیدروسیکلون از سیستم خارج میشوند.هیدروسیکلون های اولیه که در مدار آسیاکنی یک مجتمع مس سرچشمه استفاده میشوند دارای بار ورودی با درصد جامد ۵۴% و سرریز با درصد جامد ۲۸% و در نهایت تهریز با درصد جامد ۷۰% میباشند.
در شکل ۱ نمایی از هیدروسکیلون را ملاحظه میکنید.
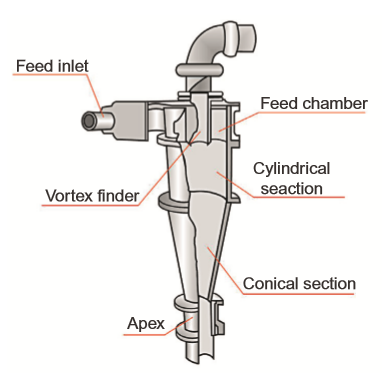
هیدرسیکلون و بخش های مختلف آن
بر روی کارآیی هیدرسیکلون عوامل مختلفی اثر گذار است. پارمترهای موثر به دو بخش هندسی و هیدرودینامیکی تقسیم بندی میشوند.
پارامترهای هندسی:
- قطر سیکلون
قطر سیکلون در واقع تعیین کننده اصلی و مهم در انتخاب هیدروسیکلونها میباشد.
- سطح افشانه ورودی
- پیداکننده گرداب
- طول بخش استوانهای
- بخش مخروطی
تاثیر گذار بر روی زمان ماند مواد در هیدروسیکلون
- قطر دهانه تهریز
پارامترهای هیدرودینامیکی:
- فشار
- دبی
تاثیر فشار در شکل ۲ زیر نشان داده شده است.

همانطور که از شکل پیداست با افزایش میزان فشار بار ورودی در هیدروسیکلون شاهد افزایش میزان طرفیت و کاهش ابعاد دانه بندی سرریز خواهیم بود.
حلقه کنترل فشار هیدروسکیلون های اولیه
در هیدروسکیلون های اولیه میزان فشار هیدروسیکلون به صورت مداوم توسط فشارسنج اندازه گیری می شود. میزان فشار طبق طرح باید۶psi باشد در هر صورت با تغییر میزان فشار و با باز و بست کردن شیر کنترلی امکان تنظیم میزان فشار خواهد بود.
وضعیت حلقه کنترل فشار هیدروسیکلون اولیه ۵
این حلقه در آذر سال ۱۳۹۶ با نصب فشارسنج و شیرکنترلی راه اندازی شد. با راه اندازی این حلقه امکان تنظیم فشار بر روی مقدار طرح فراهم شد. اما با گذشت زمان در شهریور سال ۱۳۹۸ به دلیل سایش تیغه شیر امکان استفاده از حلقه از بین رفت و تنها میزان فشار هیدروسیکلون در اتاق کنترل نمایش داده می شد. در شکل ۴ نمایی از فشار سنج نصب شده بر روی هیدروسیکلون اولیه ۵ نشان داده شده است.
برای راه اندازی مجدد حلقه کنترلی هیدروسیکلون اولیه ۵ درخواست خرید برای شیر کنترلی صادر شده است.
اقدامات انجام شده برای راه اندازی حلقه کنترل خودکار هیدروسیکلون اولیه ۴
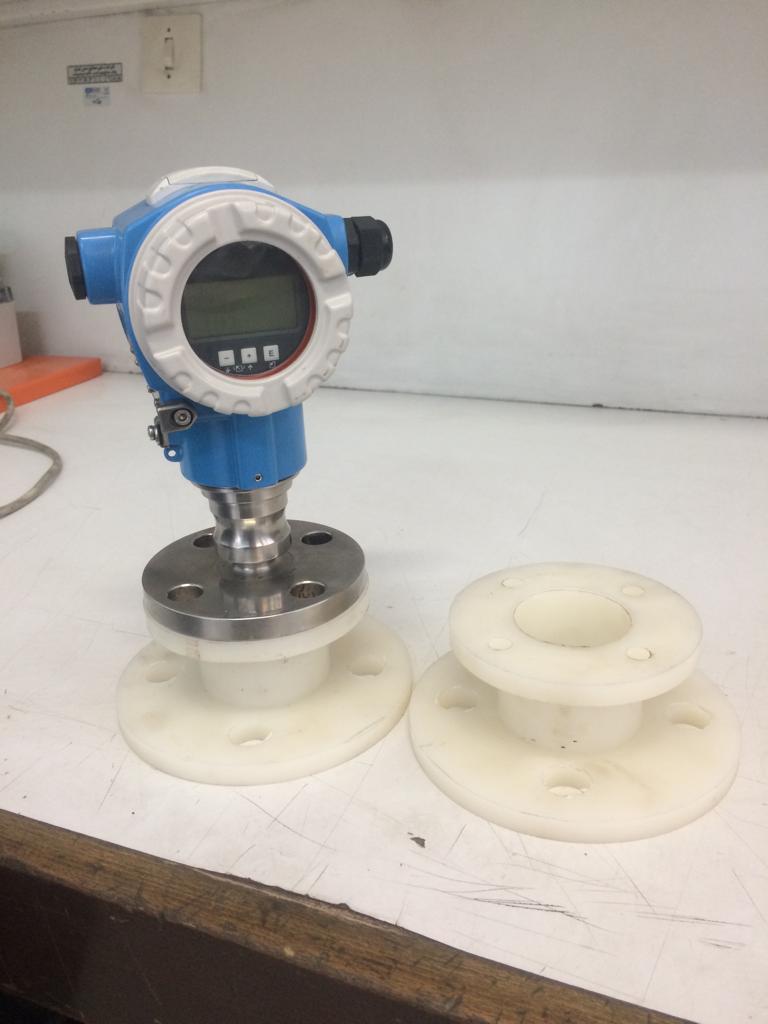
برای راه اندازی حلقه کنترلی فشار سنج PMP75 خریداری شد. در شکل ۵ نمایی از فشار سنج خریداری شده نشان داده شده است.

برای راه اندازی حلقه کنترلی ابتدا فشار سنج کالیبره شد. اما مشکل اصلی عدم انطباق فشار سنج بر روی محل نصب روی مقسم هیدروسیکلون بود. بدین منظور ایتدا اندازه گیری های لازم از محل نصب انجام شد و در نهایت نقشه ساخت تبدیل طراحی شد(شکل۶).
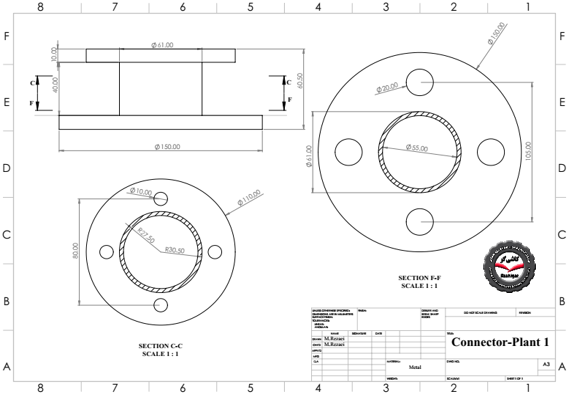
پس طرح نقشه کار ساخت تبدیل ها انجام شد و دو تبدیل از جنس تفلون برای نصب فشارسنج ساخته شد(شکل ۷).
اقدامات باقی مانده برای راه اندازی حلقه کنترل فشار هیدروسیکلون اولیه۴:
- توقف آسیای ۴ برای نصب تبدیل و فشارسنج روی مقسم هیدروسیکلون
- کابل کشی انتقال داده به اتاق کنترل
- خرید و نصب شیرکنترلی
وضعیت پمپ تونل های انبار نرمه
در زیر انبار نرمه ۸ تونل برای انتقال بار به ۸ آسیای گلولهای وجود دارد. در انتهای هر تونل به منظور جمع آوری دوغاب موجود قرار داده شده است. دوغاب این پمپها بایستی به کف کارخانه آسیاکنی انتقال داده شود تا توسط پمپهای کفشو به داخل آسیاها منتقل شود. از ۸ تونل تنها دوغاب ۳ تونل به کف کارخانه انتقال داده میشود. دوغاب حاصل از سایر پمپها به کانال پشت کارخانه انتقال داده میشود که در شکل ۸ نشان داده شده است.

انتقال این دوغاب به کانال پشت کارخانه موجب هدرروی دوغاب و ایحاد فضای نامناسب برای کارخانه شده است که در شکل ۹نمایش داده شده است.

وضعیت پمپهای انبار نرمه هم از وضعی مناسبی برخوردار نیستند و تقریبا اطراف تمامی پمپها توسط گل گرفته شده است. در شکل ۱۰ نمونه از این پمپها نشان داده شده است.

یکی دیگر از مشکلات وضعیت نامناسب پشت کارخانه پرعیارکنی یک انتقال دوغاب آلوده کف کارخانه به روغن به پشت کارخانه است. که برای حل این مسئله پیشنهاد تا مسیر انتقال لوله خروجی به کانال امتداد داده شود(شکل۱۱).

مشکلات نوارنقاله ۲۰۰۳ و ۲۰۰۴
مشکلات مربوط به نوارنقاله ۲۰۰۳ بالا بودن میزان دوریز از این نوار است که میزان دورریز به دلیل برخی مسائل که در ادامه به آن اشاره میشود زیاد است.
باز بودن دریچه مشاهده سرند دوریز آسیا. همانطور که در شکل ۱۲ مشخص است بخاطر باز بودن همیشگی دریچه دورریزها به کف کارخانه میریزند.

یکی دیگر از موارد معیوب بودن کانال های خوراک دهی است که در هنگام ریزش بار، بار از کانال خارج شده و به کف کارخانه میریزد. برای رفع این مشکل کانال های جدید ساخته شده که به محض خاموش شدن هر کدام از آسیاها امکان نصب کانال فراهم میشود(شکل ۱۳).

از دیگر عوامل ریخت و ریز اطراف نوار ۲۰۰۳ نبود گلتراش مناسب برای پاک سازی دوغاب روی نوار است که برای تمیز کردن دوغاب از آب شست و شو استفاده میشود. استفاده از آب موجب گسترش میزان دوغاب در کف کارخانه میشود. برای رفع این مشکل پیشنهاد شد تا کانال زیر گل تراش نوارنقاله ۲۰۰۳ از گل و لای پاک و آب شست و شو حدف گردد و برای تمیزکردن نوارنقاله از گل تراش مناسب استفاده شود.
نوارنقاله ۲۰۰۴ نیز وظیفه انتقال بار را از نوار ۲۰۰۳ به سمت فاز توسعه بر عهده دارد. از مشکلات این بخش وجود آب شست و شو زیر نوارنقاله است که میزان دوغاب موجود روی نوار را افزایش میدهد. و این مواد را به پشت کارخانه پرعیارکنی انتقال میدهد.


برای رفع مشکلات نوارنقاله ۲۰۰۴ پیشنهاد شد تا اب شست و شوی زیرنوارنقاله حذف و گلتراش مناسب نصب گردد. همچنین برای جمع آوری دوغاب زیر نوار کانال انتقال به پمپ ۲۰۰۴ راه اندازی و از پمپ ۲۰۰۴ نیز حداکثر استفاده شود.
){kind=link}

در جلسه ای که در تاریخ ۷ اذر ۱۳۹۸ برگزار شد به بررسی کارهای انجام شده در واحد سرندکنی و سنگ شکنی پرداخته شد. فهرست کارهای انجام شده به شرح زیر می باشد:
- بررسی سرند اولیه ۶ (طرح جدید)
- چند نکته در خصوص اهنرباهای مدار و همچنین اقدامات انجام شده برای اهنرباهای نوار ۴ و ۸
- بررسی Drive و فواید آن
در مدار سرندکنی و سنگ شکنی در مرحله سرند کنی اولیه از ۶ سرند دو طبقه برای جدا کردن ذرات ریز بار ورودی به سنگ شکن ها استفاده می شود. یکی از این سرندها که در پایان سال ۹۶ تعویض شد با یک سرند طرح جدید جایگزین شد. در شکل ۱ زیر نمایی از این سرند نمایش داده شده است.

شکل ۱- طبقه اول سرند طرح جدید
مواد ریزتر به منظور سرند شدن و ارسال به انبار نرمه وارد طبقه دوم می شوند و مواد ریزتر از ۱۲/۷ میلیمتر با عبور از روزنه های طبقه دوم به انبار نرمه راه پیدا می کنند. در شکل ۲ نمایی از طبقه دوم نشان داده شده است.

شکل ۲- طبقه دوم سرند طرح جدید
از ویژگی های این سرند می توان به موارد زیر اشاره کرد:
- ظرفیت ۱۲۰۰ تن بر ساعت
- حداکثر رطوبت برای آن ۳ درصد
- زاویه قرارگیری ۱۵ درجه
- دانسیته ماده معدنی ۲/۸ تن بر مترمکعب
تجهیز مورد استفاده برخی مشکلات مکانیکی و عملیات داشته که موجب شده امکان استفاده از آن به صورت مدوام مقدور نباشد که در ادامه به مزایا و مشکلات این سرند پرداخته می شود.
بدلیل عدم هماهنگی به موقع برای خرید صفحات جدید و تعویض آنها با صفحات قدیمی امکان در مدار قرار دادن آن وجود نداشت. در شکل ۳ نمونه از پارگی این سرند مشاهده می شود.

شکل ۳-پارگی طبقه دوم
بخاطر فاصله کم بین دو طبقه که در شکل ۴ نشان داده شده است کارهای تعمیراتی آن با سرعت کمتری نسبت به سایر سرندها پیش می رود و همچنین در زمان بارندگی و افزایش رطوبت و افزایش میزان گرفتگی روزنه های آن و فاصله کم دو طبقه رفع گرفتگی ان زمان بر می باشد.

شکل ۴- فاصله بین دو طبقه
به دلیل ضعیف و پاره شدن صفحات طبقه دوم و به منظوری جلوگیری از راه یافتن ذرات درشت به زیر سرند اقدام به جوش دادن توری ۱۲/۷ میلی متری بر روی قسمت های ضعیف شده کردند که این امر با اینکه از راه یافتن قطعات درشت به زیر سرند جلوگیری می کرد اما موجب کاهش سطح موثر سرندکنی می شده است(شکل ۵).
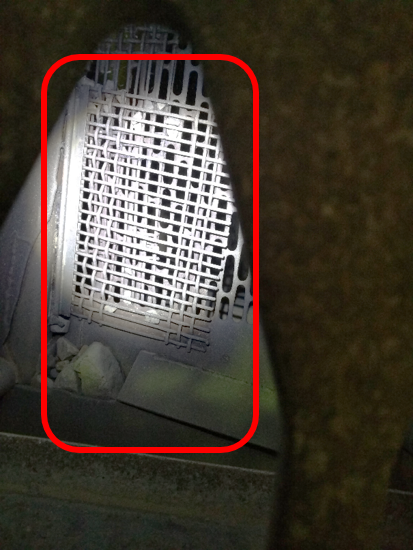
شکل۵- جوش دادن توری در محل ضعیف شدگی
یکی از مواردی که به عنوان مزیت اصلی این سرند قابل توجه است عمر بالای صفحات آن می باشد که در مقایسه با توری های سرندهای دیگر تمایز قابل توجهی دارد. برای افزایش عمر این صفحات از ضخامت بیشتر و جنس مناسب تر استفاده شده است که موجب افزایش وزن صفحات سرند می شود. و این امر زمان نصب صفحات را افزایش می دهد.
موضوعی که بعد از سرند اولیه ۶ به بررسی آن پرداخته شد بررسی آهنرباهای مدار است. آهنرباها به صورت کلی در حالت نصب می شوند به موازات نوارنقاله که در شکل ۶ این نوع نصب نمایش داده شده است. در این حالت باید از قوی ترین آهنرباها استفاده شود تا بتواند قطعات زیر بار راهم جدا کند.
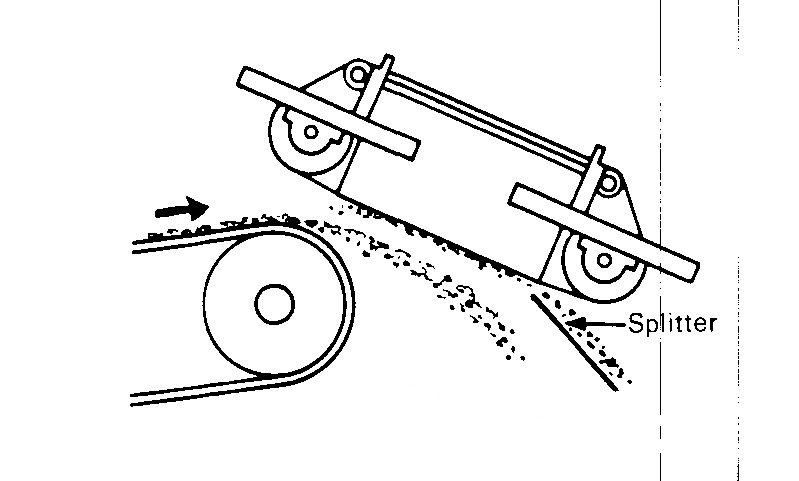
شکل ۶- نصب به موازات نوارنقاله
روش دیگر برای نصب اهنربا عمود بر نوارنقاله است. در شکل ۷ نحوه نصب عمود بر مسیر حرکت نوارنقاله نمایش داده شده است. نکته مهم این است که در هر دو حالت باید نوارنقاله سرعت کمتراز ۱۰۷ متر بر دقیقه داشته باشد.
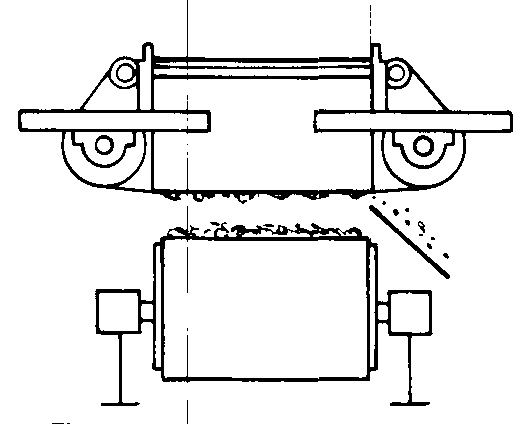
شکل ۷- نصب عمود بر مسیر حرکت نوارنقاله
کارهایی که برای آهنربای نوار ۸ انجام شد. برای افزایش میزان کارایی و عملکرد بهتر آهنربا باید نوارنقاله آن دارای هم عرض مناسب و هم ضخامت خوب باشد تا هم از انحراف آن جلوگیری کند و هم بتواند قطعات جذب شده را به درستی از میدان آهنربا دور کند. بعد از تعمیرات سالیانه سه مرحله نوارنقاله آهنربا تعویض شد. در مرحله اول یک نوارنقاله ۱۵۰ سانتی متری نصب شد که بدلیل ضخامت کم با برخورد قطعات آهنی پاره شد. در مرحله دوم نوارنقاله ای به عرض ۱۲۵ سانتی متر نصب شد که ضخامت بیشتری داشت اما به دلیل عرض کم انحراف شدیدی داشت در شکل ۸ نمایی از نوارنقاله ۱۲۵ سانتی متری نشان داده شده است.

شکل ۸- نوارنقاله ۱۲۵ سانتی متری
در نهایت در گام سوم نوارنقاله ای با عرض ۱۶۰ سانتی روی آهنربا نصب شد. همانطور که در شکل ۹ مشخص است عرض نوارنقاله مناسب بوده و انحراف بسیار کمی دارد.

شکل۹- نصب نوارنقاله ۱۶۰ سانتی متری
اما برای راه اندازی اهنربای نوار ۴ اقدامات زیر انجام شد.
در ابتدا موقعیت نصب آهنربا از روی نوار ۵ به روی نوار ۴ انتقال داده شد. دلایل اینکار فاصله کم تر نسبت محل نصب آهنربا تا نوارنقاله و فضای مناسبی که برای جمع آوری قطعات آهنی در محل نوار فراهم شده بود. در شکل۱۰ نمایی از موقعیت نوار ۴ ، ۵ و ۶ نشان داده شده است.
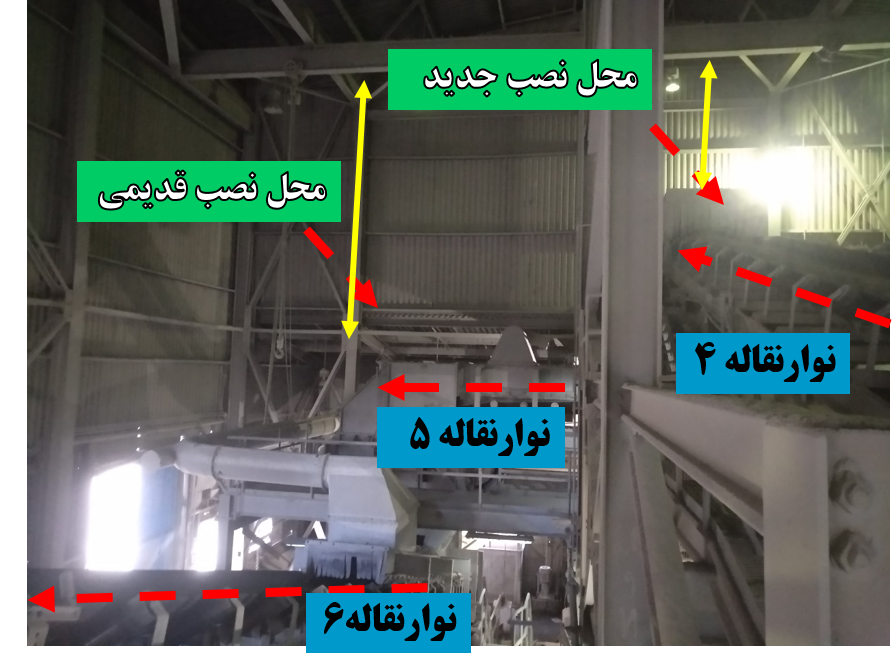
شکل ۱۰- محل نصب آهنربای نوار ۴
گام بعدی ساخت مجدد شاسی و نصب غلتک های اهنربا بود .که در شکل ۱۱ و ۱۲ نشان داده شده است.

شکل ۱۱- آهنربا نوار ۴ قبل از تغییرات

شکل ۱۲- آهنربای نوار ۴ بعد از تغییرات
در گام بعدی پس از مقاوم سازی محل نصب اهنربا برای نگه داشتن آهنربا بر روی سازه ترولی مناسب و نگهدارنده وزن آن نصب شد(شکل ۱۳).

شکل ۱۳- نصب ترولی برای اهنربای نوار ۴
اقدامات باقی مانده برای راه اندازی آهنربای نوار ۴:
- نصب اهنربا روی سازه
- خرید تیفور ۱۰ تن
- نصب تابلو برق و برق کشی سیستم
- ساخت مجرای تخلیه
از جمله اقدامات موثر در راستای صرفه جویی در مصرف انرژی در مدار سرندکنی و سنگ شکنی استفاده از درایو بر بروی موتورهای خوراک دهنده اولیه است. با نصب این داریوها از روشن شدن تجهیزات با بالاترین میزان آمپرکشی جلوگیری می کند. این امر کمک می کند تا به تجهیزات مکانیکی کم ترین آسیب برسد همچنین بیش ترین صرفه جویی انرژی را داشته باشیم. همچنین با استفاده از این تجهیزات در صورت گیر کردن کفشک خوراک دهنده به بدنه مخازن و با افزایش میزان آمپرکشی و اعلام هشدار باعث خاموش شدن موتور و عدم آسیب رسیدن به مخازن و خوراک دهنده می شود.
با توجه به کارآیی درایوها پیشنهاد شد به منظور کارکرد هرچه بهتر ترمز نوارنقاله کج کن ۶ بر روی این سیستم نیز درایو نصب شود. با اینکار امکان استفاده هرچه بیشتر از حلقه کنترلی نوارنقاله کج کن فراهم می شود. در شکل ۱۴ نمونه ای درایو نصب شده بر روی موتورهای خوراک دهنده اولیه نشان داده شده است.

){kind=link}

کتابخانه دیجیتال “همت” که حاصل بیش از سی سال تلاش شبانهروزی جهت گردآوری کلیه منابع موجود در زمینه فرآوری مواد معدنی است، کاملترین بانک اطلاعاتی این رشته است که تاکنون در دنیا منتشر شده است.
این مجموعه شامل کلیه مقالات ارائهشده در مجلات و کلیه کنفرانسهای فرآوری مواد معدنی در کل دنیا است. مهمترین عناوین موجود در این مجموعه عبارتاند از:
Hydrometallurgy
Powder Technology
Minerals Engineering
Canadian Metallurgical Quarterly
International Journal of Mineral Processing
Mineral Processing and Extractive Metallurgy
Mineral Processing and Extractive Metallurgy Review
International Journal of Coal Preparation and Utilization
Proceedings of the International Mineral Processing Congress
Proceedings of International Conference on AG and SAG Milling
Journal of the South African Institute of Mining and Metallurgy
Reports of United States Department of the Interior, Bureau of mines
Proceedings of the Annual Meeting of the Canadian Mineral Processors
Proceedings of the Australian Institute of Mining and Metallurgy Conference
تاکنون بیش از ۴۷ هزار چکیدهی مقاله و کتاب در این مجموعه ثبت شده است که باعث شده به مجموعهای بینظیر از مراجع و منابع برای پژوهشگران فرآوری مواد معدنی تبدیل شود.
کلیه این مجموعه، در یک نرمافزار به نام KMPC HEMMAT گردآوریشده که جستجو در مجموعه مقالات را فراهم کرده است. KMPC Hemmat تفاوتهای چشمگیری نسبت به نسخه قدیمی این نرمافزار که با نام Hemmat عرضه میشد، دارد. مهمترین آنان اضافهشده امکان جستجو در چکیده مقالات است. جهت اضافه کردن این قابلیت، کلیه مقالات قدیمی که اکثراً بهصورت عکس بودند، به متن تبدیل شدند تا جستجو از میان آنان امکانپذیر باشد

دلیل نامگذاری این نرمافزار به نام همت، بهافتخار شهید محمدابراهیم همت، یکی از مدافعان کشور در جنگ تحمیلی ۸ ساله عراق است. همچنین همت در فرهنگ ایرانی و بسیاری دیگر از کشورها به معنای سعی و تلاش است که بازتابی از تلاشهای انجامشده در جهت گردآوری این مجموعه عظیم است.
{kind=link}
در کارخانههای فرآوری مواد، کنترل عملیات فراوری جهت دستیابی به شرایط عملیاتی بهتر، بهبود وضعیت کارخانه و ارتقاء سطح بهرهوری، تنها از طریق ارزیابی عملکرد دستگاهها و آگاهی از نحوهی توزیع مواد در قسمتهای مختلف مدار امکانپذیر است. بدین منظور ابتدا از بعضی جریانهای مدار، اطلاعاتی نظیر عیار فلز یا کانی، درصد جامد، توزیع دانهبندی مواد و عیار فلز در بخشهای ابعادی جمعآوری میشود، سپس بر روی این دادهها یکسری محاسبات انجام میگیرد تا:
پارامترهای مربوط به جریانهای نمونهبرداری نشده محاسبه شوند.
پارامترهای اندازهگیری شده،که دارای خطا هستند، تصحیح شوند.
نرخهای جریان، که عموماً غیرقابلاندازهگیری هستند، تخمین زده شوند.
به اینگونه محاسبات، که بر پایه قانون بقای جرم استوار هستند، موازنه جرم گفته میشود.
با پیچیدهتر شدن مدارهای فرآوری، تعداد متغیرهایی که باید به روش سعی و خطا محاسبه شوند زیاد شده و درنتیجه حجم محاسبات بهطور چشمگیری افزایش پیدا میکند. از موازنه جرم، مهندسان عملیات برای محاسبه دقیق شاخصهای کارایی عملیات، مهندسان طراح جهت طراحی شمای عملیات جدید، محققان کانه آرا، برای تصحیح دادههای آزمایشگاه قبل از بهکارگیری آنها در مدلسازی و مهندسان کنترل فرآیند، برای کنترل و بهینهسازی عملیات استفاده میکنند.
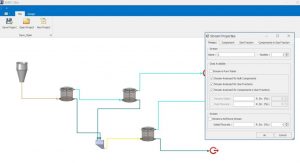
نرمافزارهای موازنه جرم در طراحی کارخانه فرآوری و همچنین کنترل و بهینهسازی عملیات نقش مهمی را ایفا میکند. مـــوازن یک نرمافزار موازنه جرم است که برای کمک در این زمینه توسط محققان مرکز تحقیقات طراحی و به مرحله تجاری رسیده است.
{kind=link}
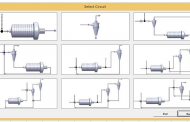
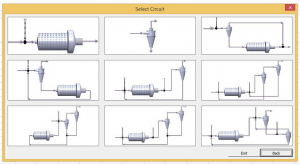
پس از محاسبه زمان ماند، تابع شکست و تابع انتخاب برای شبیهسازی آسیا و مدارهای شامل آسیا و هیدروسیکلون از این نرمافزار استفاده میشود. این برنامه شامل ۹ مدار است. مدار آسیا و هیدروسیکلون دو مدار اول این برنامه میباشند. هفت مدار دیگر شامل ترکیبی از مدار آسیا و هیدروسیکلون است. یکی از مهمترین قابلیتهای این برنامه امکان محاسبه ضرایب مدل هیدروسیکلون پلیت است. امکان استفاده از ضرایب پیشفرض پلیت را که با استفاده از دادههای خوراک ورودی و دادههای مربوط به هیدروسیکلون است یکی دیگر از امکانات آن است. اولین پنجره از برنامه شامل نه مدار است که با کلیک بر روی هر یک از مدارها، مدار موردنظر نمایش داده میشود. برای واردکردن اطلاعات مربوط به هر یک از قسمتهای مدار با کلیک بر روی آن قسمت پنجره مربوطه نمایش داده میشود. نسخه جدید این نرمافزار در دست توسعه است. در این نسخه شما میتوانید هر ترکیبی از تجهیزات فراوری را شبیهسازی کنید و خروجی مدار را به دست آورید. این نسخه در مراحل نهایی برنامهنویسی است.
{kind=link}

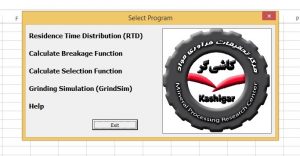
جهت شبیهسازی خروجی آسیای گلولهای مدلهای متعددی وجود دارد. یکی از این مدلها به مدل Mill معروف است. جهت استفاده از این مدل باید ویژگیهای خوراک ورودی و آسیا مشخص شود. مشخصات خوراک ورودی با تابع شکست و مشخصات آسیا با تابع انتخاب بیان میشود. محاسبات دستی زمانبر و مشکل است. این نرمافزار قادر است تا تابع شکست و تابع انتخاب را که اولین نیاز شبیهسازی و ارزیابی عملیات آسیا کنی است را محاسبه کند.
{kind=link}
تابع چگالی احتمال که توزیع زمان ماند را توصیف میکند، (Residence Time Distribution) RTD یا توزیع زمان ماند نامیده میشود. با استفاده از این برنامه قادر خواهید بود تا زمان ماند مواد را در ظروف و تجهیزات صنعتی محاسبه کنید. محاسبه زمان ماند مواد با استفاده از دو مدل مخلوط کننده کامل (n-Mixer) و یا ولر (Weller) انجام میشود. در این برنامه درصورتیکه بار برگشتی در سیستم شما باشد، میتوان آن را مشخص و زمان ماند واقعی مواد را به دست آورد. خروجی برنامه شامل اطلاعاتی در مورد رگرسیون دادهها، زمان ماند اندازهگیری شده و نمودارهای مربوط است. اطلاعات بیشتر در مورد زمان ماند، نحوه اندازهگیری و ….. را در فصل اول جزوه درسی کنترل و مدلسازی دکتر صمد بنیسی میتوان مطالعه کرد. آخرین نسخه این جزوه از سایت مرکز قابل دانلود است. این برنامه کاربردهای صنعتی اندازهگیری زمان ماند مواد داخل آسیای صنعتی گل گهر و میدوک را داشته است.
{kind=link}

جداکنندههای مارپیچی طی سالیان زیادی در کانهآرایی دارای کاربردهای مختلفی بودهاند. این وسیله از یک مقطع شبه نیمدایره تشکیل شده است که پس از ورود پالپ از قسمت بالای مارپیچ، و شکلگیری صحیح جریان مواد بهصورت همگن و یکنواخت، کانیهای سنگین از بخش داخلی و کانیهای سبک به همراه آب از مرکز بخش خارجی مارپیچ را اشغال کرده و به پایین میآیند.
مکانیزم کار این جداکننده ثقلی بر اساس جدایش در لایه نازک آب در یک سطح شیبدار است. ذرات سبک و سنگین در مارپیچ تحت تأثیر ۵ نیرو جدا میشوند. این نیروها عبارتاند از: ثقل، گریز از مرکز، کشش سیال، بالابرنده و اصطکاک.
این جداکننده مارپیچی توسط متخصصین این مرکز طراحی و ساختهشده و تاکنون در تعدادی از کارخانههای استان کرمان واحدهایی متشکل از این تجهیزات، نصب گردیده است. بسته به محل استفاده ابعاد و شیب و سایر مشخصات این مارپیچها متفاوت است. لذا لازم است برای هر محل بازطراحی گردد. از مزایای این مارپیچها که عموماً برای جداسازی ذرات سبک و سنگین بکار گرفته میشود، عدم نیاز به موتور و یا قطعات متحرک است که این خود هزینه تعمیر و نگهداری این تجهیزات را بهطور چشمگیری کاهش داده است. در اینجا یک نمونه تک شروعه و چهار گام نشان دادهشده که میتوان نمونههای شروعه و هشت گام نیز از آنها طراحی و تولید کرد.
){kind=link}

از زمان مطرحشدن نرمکنی نیمه خودشکن، صنعت معدنکاری در تهیه نمونه نمایانگر جهت آزمایشهای لازم نرمکنی، تعیین اندازه آسیا و طراحی مدار با مشکل روبرو بوده است. حتی اگر امکان فراهمسازی چنین نمونهای وجود داشته باشد هزینه آن زیاد است. درعینحال معمولاً تغییرات سختی سنگ معدن باعث نوسان چشمگیر ظرفیت کارخانه میشود.
بهطورمعمول دو راه برای مقابله با تغییرات سختی سنگ معدن مورداستفاده قرار میگیرد که عبارتاند از:
- نصب تجهیزات خردایشی معمول در کنار مدار آسنیخ ها بهمنظور جلوگیری از تجمع ذرات با ابعاد بحرانی در داخل آسیا.
- نصب تجهیزات و وسایل همگنسازی جهت حذف نوسانات کوتاهمدت.
هدف آزمایش شاخص توان آسیای نیمه خودشکن(SPI) ارائه نموداری از توان موردنیاز برای خردایش ماده معدنی بر اساس اطلاعات سختی سنجی است. بهعبارتدیگر با بررسی نوسان سختی در یک توده معدنی، توان موردنیاز تخمین زده میشود که میتواند بهمنظور تعیین کارآئی خردایش در این نوع آسیاها نیز بکار گرفته شود.
مزایای آزمایش سختی در صنعت معدنکاری
- برای واحدهای در حال کار:
- خارج شدن توصیف سختی سنگ معدن از حالت کیفی به کمیتی قابلاندازهگیری.
- کنترل روزانه خوراک بهمنظور افزایش بازیابی فلز با استفاده از عیار مغزهها و سختی بهدستآمده از نمونه های حاصل از انفجار و یا بررسیهای زمینشناسی.
- طراحی تولید معدن با استفاده از بهترین مدل ممکن بهمنظور دستیابی به بیشترین بهرهوری بر اساس سختی و عیارهای حاصل از مغزهها.
- رسم منحنی مربوط به توان مصرفی در کارخانه نسبت به سختی نسبی اندازهگیری شده در آزمایشگاه.
- برای واحدهای جدید
- تعیین پروفیل تغییرات سختی برای کانسار با استفاده از مغزههای حفاری موجود
- طراحی بهینه برنامه استخراج با دخیل کردن پارامتر سختی در مدل بلوکبندی معدن برای دستیابی به خوراکی همگن
- تعیین بهترین نقاط نمونهگیری بهمنظور تهیه نمونهای شاخص برای آزمایشهای نیمهصنعتی بر اساس آگاهی از محل دقیق مناطق سست، متوسط و سخت(از لحاظ قابلیت خردایش)
- تقریب توزیع دانهبندی محصول آسیای نیمه خودشکن و واریانس آن و استفاده از این دادهها برای طراحی آسیای گلولهای به کمک آزمونهای اندیس کار باند قبل از انجام آزمایشهای نیمهصنعتی.
آسیای آزمایشگاهی ساختهشده برای اندازهگیری توان در آسیای نیمه خودشکن
آسیای ساختهشده دارای قطر درونی ۵/۳۰ و طول ۲/۱۰ سانتیمتر است، درون آسیا ۶ بالابر برای سهولت حرکت بار در داخل آسیا، نصب شد. ابعاد بالابرها ۵/۲´۵/۲ سانتیمتر بوده و کل طول آسیا را پوشش میدهند. برای نصب بالابرها محیط داخلی آسیا به۶ قسمت مساوی تقسیم شد، بالابرها بهطور کامل به بدنه جوش داده شدند تا از عبور و تجمع مواد در فضاهای خالی پشت آنها جلوگیری شود.

یک موتور الکتریکی سه فاز با توانkW 75/0 متصل به یک گیربکس بهعنوان منبع تأمینکننده نیروی چرخشی بر روی آسیا نصب شد. موتور نصبشده با توجه به مبدل (Inverter) نصبشده بر روی آن قابلیت دوران از ۱ تا ۱۰۰ دور در دقیقه را دارد (ضمناً مبدل نصبشده تک فاز به سه فاز است بنابراین برای راهاندازی آسیا برق تک فاز ۲۲۰ ولت –برق شهر- نیاز است) لذا میتوان بهراحتی هر ضریبی از سرعت بحرانی آسیا را به هنگام آزمایش فراهم کرد، ذکر این نکته لازم است که سرعت بحرانی آسیا زمانی که از گلولههای mm 25 استفاده میشود برابر ۸۰ دور در دقیقه است لذا با توجه بهسرعت استاندارد انجام آزمایش (%۷۰ سرعت بحرانی) سرعت دوران آسیا باید روی ۵۶ دور در دقیقه تنظیم شود. با توجه به اینکه میتوان بهراحتی سه وضعیت مختلف کاری (باردهی، نرم کنی و تخلیه) را برای آن ایجاد کرد، استفاده از این آسیا آسان است.

){kind=link}

این میکروسکوپ دارای یک حسگر پنج مگاپیکسلی است که میتوان با استفاده از آن از اشیاء با وضوح حداکثر ۲۵۹۲×۱۹۴۴ عکس دیجیتال تهیه کرد. بزرگنمایی این میکروسکپ بستگی به فاصله آن از اجسام دارد و حداکثر بزرگنمایی آن ۱۰۰ در فاصله پنج سانتیمتری از اشیاء است. این میکروسکوپ برای بررسی ساختار مواد معدنی و مواد شیمیایی مورداستفاده در کارخانههای فرآوری بکار گرفته میشود.
یک حسگر لمسی بر روی بدنه این میکروسکپ قرار دارد که برای عکس گرفتن استفاده میشود. همچنین در صورت نیاز به نور برای ایجاد روشنایی در لحظه عکس گرفتن، از لامپهای LED سفیدرنگ موجود بر روی میکروسکپ استفاده میشود.
همراه با این دستگاه، نرمافزاری با نام DinoCapture 2.0 است که قابلیت ذخیره عکس و فیلم از اشیاء را دارد و همچنین قابلیت حاشیهنویسی بر روی تصاویر را دارد. از دیگر امکانات این نرمافزار این است که با کالیبراسیون آن میتوان ابعاد اجسام را اندازهگیری کرد.

){kind=link}
آخرین نظرات
امیرحسین مهدیان در: چهارصد و هشتاد و ششمین جلسه هفتگی مرکز تحقیقات فرآوری مواد کاشیگر (استانداردسازی راهبری مدار کارخانه مولیبدن)
با سلام و احترام. تشکر از شما و راهنمایی شما. بله امولسیون گازوئیل و آب باعث بهت ...
امین حبیبی در: چهارصد و هشتاد و ششمین جلسه هفتگی مرکز تحقیقات فرآوری مواد کاشیگر (استانداردسازی راهبری مدار کارخانه مولیبدن)
سلام وقت بخیر و خداقوّت. بسیار کار ارزشمندی انجام شده. فقط بررسی تاثیر یک تغییر ...
میلاد کریمی در: مجموعه کتب استانداردسازی راهبری کارخانهها از طریق بازرسی فرآیند
عالی ...
مهدی غروی در: انتخاب دکتر صمد بنیسی به عنوان هیات علمی برگزیده در همکاری با جامعه و صنعت در سال ۱۴۰۴ از سوی وزارت علوم، تحقیقات و فناوری
توفیقات استاد عزیز و گرامی روزافزون باد ...
m.talebiyazd@gmail.com در: جلسه هفتگی استانداردسازی فرآیندها در کارخانه گلگهر: عیب یابی فرآیندی سلولهای فلوتاسیون ومکو خطوط تولید کنسانتره ۵، ۶ و ۷ شرکت معدنی و صنعتی گلگهر
سلام وقت بخیر . پی اچ آب فلوتاسیون کارگاه ( جهت استخراج فلز ) باس بالای ۹ باشه . ...