
در جلسه روز پنج شنبه ۹ بهمن ۱۳۹۹ به بررسی موارد زیر پرداخته شد:
- بررسی سرند اولیه ۶ و اقدامات انجام شده برای تعویض آن
در بخش سرندکنی اولیه به منظور جداسازی ذرات ریز موجود در بار معدن از سرندهای دو طبقه استفاده می شود. با توجه به جایگزینی یکی از این سرندها با سرند طرح جدید بررسی کارآیی آن حائز اهمیت می باشد. با بررسی های انجام شده مزایا و مشکلات این سرند استخراج گردید که به شرح زیر است.

- گرفتگی بالا با افزایش میزان رطوبت خاک
- افزایش تناژ نوارنقاله ۶
- کاهش کارآیی کلی
- فضای کم طبقاتی به منظور انجام تعمیرات

- وزن بالای صفحات و مشکلات در تعویض

- بریده شدن پیچ ها در اثر برخورد بار
همچنین از مزایای این سرند میتوان به نکات زیر اشاره کرد:
- عدم نیاز به روانکاری با روغن و مصرف روغن
- ظرفیت بالا
- عمر بالای صفحات
- ظرفیت بالا
با توجه به نکات گفته شده به دلیل در مدار نبودن این سرند و کاهش میزان انعطاف پذیری مدار در شرایط مختلف قرار بر تعویض آن گردید. در ادامه افدامات انجام شده برای تعویض این سرند نشان داده شده است.



انتقال آب غبارگیرهای بخش سرندکنی اولیه به تغلیظ یک
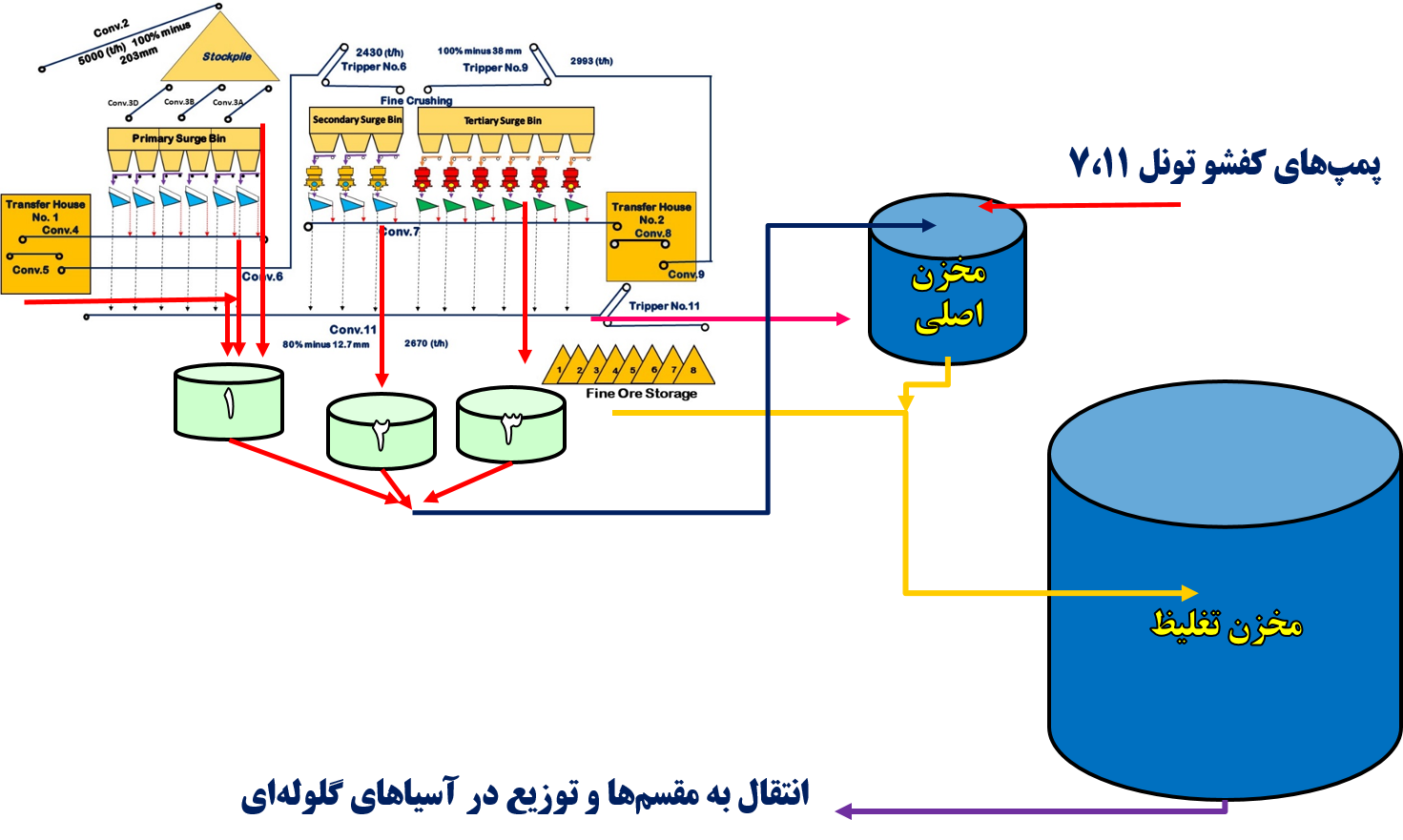
در بخش سرندکنی و سنگ شکنی به منظور جمع آوری غبارهای موجود در مدار از غبارگیرهای تر استفاده می کنند که مواد پس از مکش توسط الکتروموتور و فن به داخل این غبارگیرها با پاشش آب بصورت پالپ از غبارگیر خارج می گردد. در گذشته تمام پالپ غبارگیرها توسط پمپ و لوله کشی به سمت تغلیظ یک انتقال داده می شده است. اما با رسوب گرفتگی مسیرها این کار به صورت ثقلی انجام می شود. در شکل زیر شماتیک جمع آوری پالپ غبارگیرها نشان داده شده است. مسیر قرمز رنگ مسیرهای اصلی و مسیر سبز رنگ مسیرهای انتقال ثقلی را نشان می دهند.

از بخش های نشان داده شده تنها پالپ مخزن ۲ و ۳ به تغلیظ انتقال داده می شود. مخزن شماره ۱ نیز وظیفه جمع آوری پالپ غبارگیر تونل های انبار درشت، بخش سرندکنی اولیه و ساختمان نوار برگردان یک را برعهده دارد. با اقدامات انجام شده پالپ مخزن شماره ۱ نیز به مسیر انتقال ثقلی متصل شد و از هدر روی پالپ غبارگیرها جلوگیری شد. در ادامه اقدامات انجام شده در قالب عکس به تصویر کشیده شده است.


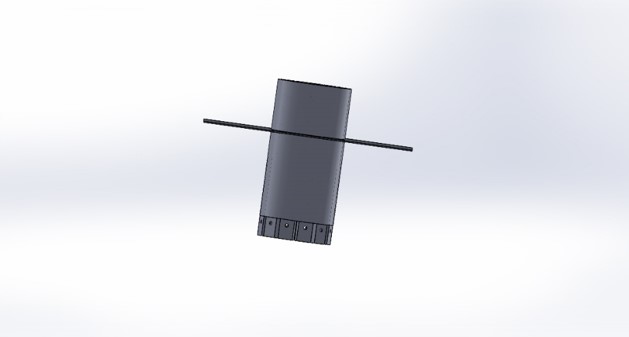
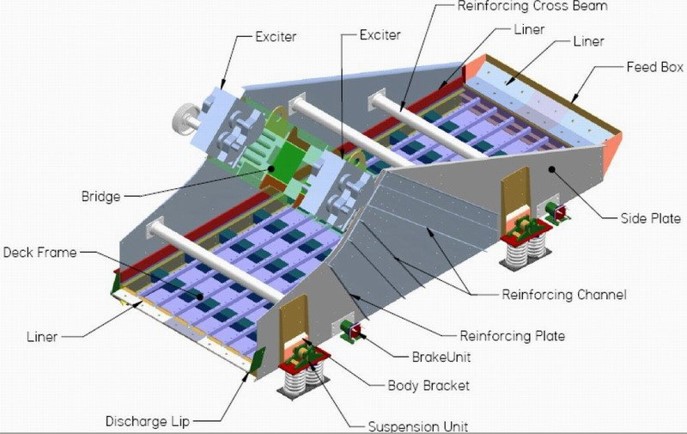
در مدار سرندکنی و سنگ شکنی به منظور تولید ذرات زیر ۱۲/۷ میلی متر به عنوان محصول از سرندهای ارتعاشی استفاده می کنند. یکی از پارامترهای مهم در این سرندها مناسب بودن میزان ارتعاش است، با کاهش میزان ارتعاش، شاهد کاهش کارآیی سرندکنی خواهیم بود. در شکل زیر شماتیکی از سرندهای ارتعاشی نشان داده شده است.
از عوامل موثر بر کاهش کارآیی ارتعاش سرندها گل گرفتگی و افتادن تسمه های الکتروموتور سرند میباشد. در زمان گل گرفتگی شاهد کاهش میزان ارتعاش و کارآیی آن خواهیم بود. اما در صورت افتادن تسمه های الکتروموتور سرند این امر موجب گرفتگی خوراک دهنده یا سنگ شکن بالایی سرند خواهد شد. با بررسی های انجام شده در سال ۱۳۹۴ مشخص شد که مدت زمان توقف تجهیزات به واسطه افتادن تسمه های الکتروموتور سرند بیش از ۴۱ ساعت بوده است. در شکل زیر مدت زمان توقف سرندها در سال ۱۳۹۴ نشان داده شده است.

به همین منظور برای کاهش این میزان توقفات قرار بر استفاده از حسگر برای اطلاع از میزان ارتعاش و زمان توقف سرند شد. با اقدامات انجام شده نمونه ای حسگرهای ارتعاش سنج بر روی سرندهای اولیه نصب شد. با بررسی و پایش های انجام شده مشخص شد در زمان اتفادن تسمه های سرند شاهد خاموش شدن خوراک دهنده به دلیل اعلام هشدار حسگر هستیم. با این کار دیگر شاهد توقفات منجر به گرفتگی برای سرندهای اولیه نبودیم. با توجه به کارایی حسگرهای ارتعاش سنج، بر روی تمام سرندهای اولیه و ثانویه نصب شدند. در شکل زر نمائی از قرارگیری ارتعاش سنج نسبت به سرند نشان داده شده است.

به منظور نصب حسگرهای ارتعاش سنج بر روی سرندهای ثالثیه اقدامات زیر انجام شده است:
تعیین میزان متراژ لوله و کابل کشی لازم
انجام لوله و کابل کشی برای ارتعاش سنج
اعلام نیاز برای خرید ارتعاش سنج
تبدلیل اعلام نیاز به درخواست خرید
در شکل زیر لوله وکابل کشی مورد نیاز برای نصب ارتعاش سنج برای نصب روی سرندهای اولیه نشان داده شده است.

یکی دیگر از مشکلات موجود در بخش سرندکنی میزان مصرف توری های طبقه دوم آن می باشد. بصورت کلی توری تجهیز مصرفی می باشد اما اگر میزان تعویض توری بیش از اندازه باشد، هم شاهد کاهش تولید و توقف سرند خواهیم بود و هم اینکه در صورت پارگی توری، نوسان را در دانه بندی محصول خواهیم داشت.
در شکل زیر نمائی از قرارگیری توری های طبقه دوم سرند نشان داده شده است.

بابررسی دفتر گزارش عملیات و تعمیرات مشخص شد که بالاترین حجم تعویض توری ها مربوط به توری شماره ۱ و۲ است. دلیل این امر موقعیت قرارگیری این توری ها نسبت به بار ورودی است. محل قرارگیری آنها دقیقا در محل ورود بار به سرند است. در جدول زیر میزان مصرف توری در بخش سرندکنی اولیه، ثانویه و ثالثیه نشان داده شده است.

به همین منظور برای کاهش تعداد تعویض توری روی ردیف های اولیه چدنی سرند اولیه ۴ اصلاحاتی انجام شد. در این اصلاحات با کاهش سطح باز ردیف اول، با کاهش سرعت برخورد مواد به روی توری های طبقه دوم شاهد بهبود وضعیت تعویض توری در این سرند بودیم.
همچنین به منظور افزایش میزان استفاده از طبقه اول سرندهای اولیه قرار بر استفاده از چدنی ها با روزنه های کوچکتر شد. در این حالت چون در گذشته از چدنی هایی با فاصله روزنه ۶ تا ۷ سانتی متر مورد استفاده قرار می گرفت شاهد کاهش کارایی طبقه اول سرندهای دو طبقه بوده ایم. به همین منظور با استفاده از چدنی ها با روزنه های کوچکتر شاهد افزایش میزان استفاده از طبقه اول هستیم. در شکل زیر وضعیت تغییرات نشان داده شده است.


در جلسهای که در روز پنجشنبه ۶ شهریور ۱۳۹۹ برگزار شد به بررسی اقدامات انجام شده درمدار سرندکنی و سنگشکنی پرداخته شد.
ورود قطعات فلزی به مدار سنگشکنی موجب وارد آمدن ضربات جبران ناپذیر به سنگشکنها میشود. برای جمعاوری این قطعات بایستی از آهنربا و آشکارسازهای فلز استفاده نمود.
برای جلوگیری از ورود قطعات فلزی به مدار سنگشکنی ثانویه قرار بر نصب و راهاندازی آهنربای نوار۵ شد. به دلیل اینکه این تجهیز در طراحی ابتدائی کارخانه در نظر گرفته نشده بود دارای چالش های زیادی بود.
باز کردن بخشی از ساختمان نواربرگردان شماره۱ برای قرارگیری جرثقیل و انجام کار انتقال آهنربا بر روی سازه اصلی


){kind=link}
){kind=link}
ساخت و نصب سازه برای نصب آهنربا بر روی محل ریزش مواد از نوارنقاله ۵ به ۶


نصب آهنربا بر روی سازه



اقدامات باقی مانده برای راه اندازی آهنربای نوار۵ به شرح زیر میباشد:
درخواست روغن و شارژ در آهنربا
لوله و کابل کشی برق
نصب موتور و گیربکس
درخواست نوارنقاله و نصب آن
ساخت مجرا برای خروجی مواد
طبق روال هر ساله برای افزایش کارآیی آهنربای نوار ۸ نوار نقاله و غلتک سر جلوی آن تعویض شد.


از دیگر اقدامات انجام شده در تعمیرات سالیانه برای بخش سرندکنی و سنگ شکنی تخلیه کامل مخازن ثالثیه می باشد. به دلیل گرفتگی مخازن ثالثیه شاهد کاهش حجم موثر مخازن بودیم.


با خارج کردن ضایعات گیر افتاده در طول خوراک دهنده های ثالثیه شاهد خارج شدن بار گیر افتاده در مخازن و تخلیه کامل آنها شدیم.


یکی دیگر از کارهای انجام شده در مدار سرندکنی و سنگشکنی اصلاح مجراهای خوراکدهی سنگشکنهای ثانویه و ثالثیه بود. باردهی یکنواخت موجب افزایش بازدهی مکانیکی و عملیاتی سنگشکنها میشود. در همین راستای با اصلاحات انجام شده در مجراهای ثالثیه برای ریزش متمرکز بار به مرکز سینی سنگ شکنها طول بخش استوانهای افزایش داده شد. با نصب طرح جدید مجراها شاهد توزیع یکنواخت بار در داخل سنگشکنهای ثالثیه بودیم.

در مجراهای ثانویه نیز برای افزایش عمر آنها در محل ریز مواد قطعه فلزی قرار داده شد تا ابتدا این بخش تحت سایش قرار گیرد، همچنین این امر موجب میشود تا از انحراف لاینرهای محافظ به درون مجرا جلوگیری شود.

){kind=link}

هر ساله در ماه های مرداد و بهمن برنامه تعویض آستر آسیاهای نیمه خودشکن مجتمع مس سرچشمه انجام میشود. در اواخر تیر ماه امسال نیز(۱۳۹۹) برنامه تعویض آستر آسیاها انجام شد. اقدامات انجام شده در این تعویض آستر:
آسیای نیمهخودشکن فاز یک:
در این بخش آسترهای که تعویض شدند به شرح زیر می باشند:
آسترهای بدنه با تعداد ۱۲۰ عدد
شکبه خروجی، تعداد ۳۰ عدد
آسترهای بیرونی سر ورودی، ۳۰ عدد
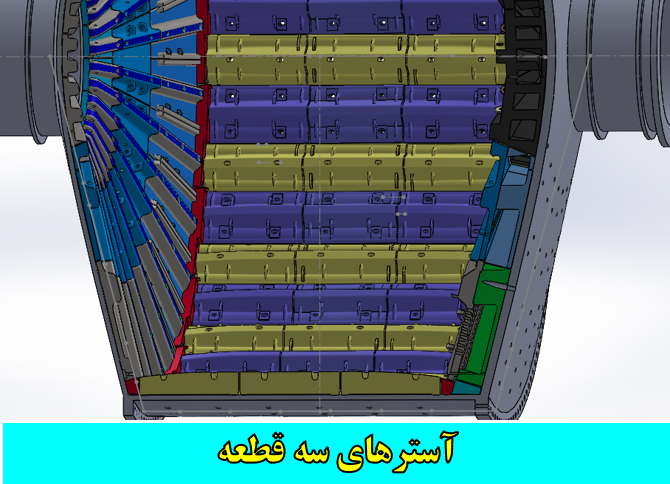
در ادامه تصویری از نحوه قرارگیری آسترها در آسیای نیمه خودشکن فاز یک نمایش داد شده است.
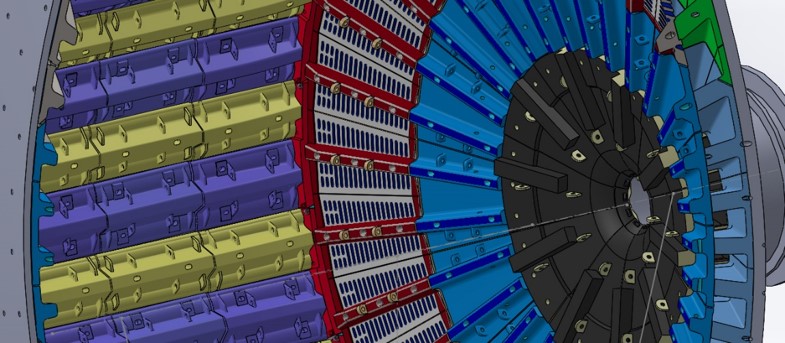
در تیرماه ۱۳۹۹ آخرین سری از آسترهای بدنه ۳ بخشی از داخل آسیا بیرون آورده شدند. با همت دوستان کاشیگر آسترهای ۳ قطعهای تبدیل شد. با این کار علاوه بر اینکه مدت زمان نصب آسترها کاهش پیدا کرد، تعداد آسترهای بدنه از ۱۲۰ به ۸۰ قطعه کاهش پیدا کرد و همچنین نیازی به بستن تعداد ۸۰ پیچ و مهره نبود.

به صورت کلی مدت زمان تعویض آستر بخشهای مختلف آسیا نسبت به تعویض آستر گذشته بهبود مناسبی داشت.
از جمله مشکلاتی که موجب عقب افتادن تعویض آستر میشد در ادامه نمایش داده شده است.
کوتاه بودن پیچهای اتصال آسترهای بدنه

استفاده از پرکنندههای جای پیچ آسیای نیمهخودشکن فاز ۲ که به دلیل متفاوت بودن محل پیچهای بدنه نیاز به برشکار دادن اطراف پرکننده بود تا به راحتی در محل پیچهای خالی قرار بگیرد.

بالا بودن حجم کاری در فاز توسعه که موجب میشد تا میزان درگیر بودن جرثقیلهای سقفی بالا باشد و امکان پیشرفت کار تعویض آستر مهیا نباشد.

جابجایی لاستیکهای پشت آسترهای بدنه در هنگاه جابجایی به دلیل کم بودن فاصله زمانی بین چسیاندن و تعویض آستر
 اتلاف زمان به دلیل خرابی آچار بادی و عدم تامین به موقع آن
اتلاف زمان به دلیل خرابی آچار بادی و عدم تامین به موقع آن
جابجایی بالابرهای پالپ که مانع از جا رفتن پیچهای شبکه خروجی میشد.

از بین بردن فاصله ایجاد شده در شبکه خروجی با استفاده از شبکه خروجی با پهنای بیشتر

جانمایی نامناسب ریختهگری شبکه خروجی با اندازه روزنه ۳۵ میلیمتر که برای قرار دادن قلاب بایستی برشکاری میشد

تعویض آسترهای آسیای نیمهخودشکن فاز۲
آسترهایی که در این تعمیرات سالیانه تعویض شدند به شرح زیر میباشند:
آسترهای بدنه ۹۶ قطعه

شبکه خروجی ۲۸ قطعه

آستر میانی سر ورودی ۱۴ قطعه
آستر بیرونی سر ورودی ۲۸ قطعه
در این دوره آسترهای میانی و بیرونی سر ورودی دستخوش اصلاح شدند به گونهای که با کاهش طول آستر میانی همانگونه که در تصویر مشخص است دیگر نیازی به تعویض آن نخواهیم بود. همچنین با دوقطعهای شدن آستر بیرونی سر ورودی هم وزن آن کاهش پیدا کرد و هم اینکه شاهد راحتی در نصب قطعات بودیم.

کله گاوی بالایی ۷ قطعه

مشکلاتی که در تعویض آستر آسیای نیمهخودشکن فاز دو بوجود آمد در ادامه عنوان میشود.
عدم تطابق آسترهای بدنه با سگمنتها، محل اتصال آسترهای بدنه کوچک ساخته شده بود و شاهد عدم قرارگیری مناسب آن در بدنه آسیا بودیم

پایین بودن سطح مواد داخل آسیا برای تعویض آستر

در فاز ۲ نیز همانند فاز ۱ شاهد توقفات بالا به دلیل حجم کاری بالا در فاز توسعه بودیم.

جوشکاری مهره بر روی سگمنتها به منظور امکان جابجایی

بالا بدون میزان شکستگی شبکه خروجی که موجب بالا بودن میزان خروجی گلوله شده بود.

){kind=link}

تعمیر و نگهداری در واقع به محموعه کارهایی گفته می شود که برای حفظ سلامت یک تجهیز و همچنین برگرداندن آن به حالت آماده به کار انجام می شود.
تعمیر نگهداری خود شامل روش های مختلفی است که بسته به نوع تجهیز و هدف فرآیند روش های مختلف آن مورد استفاده قرار می گیرد.
انواع روش های تعمیرات و نگهداری به شرح زیر می باشد:
- تعمیرات و نگهداری پس از خرابی
در این روش تعمیر و نگهداری تجهیز پس از خرابی کامل آن انجام می شود. این روش خود به چهار بخش تقسیم می شود:
- تعمیر و نگهدار بعد از خرابی
- تعمیر و نگهداری بر مبنای خرابی
- تعمیر و نگهداری عکس العملی
- تعمیر و نگهداری اصلاحی
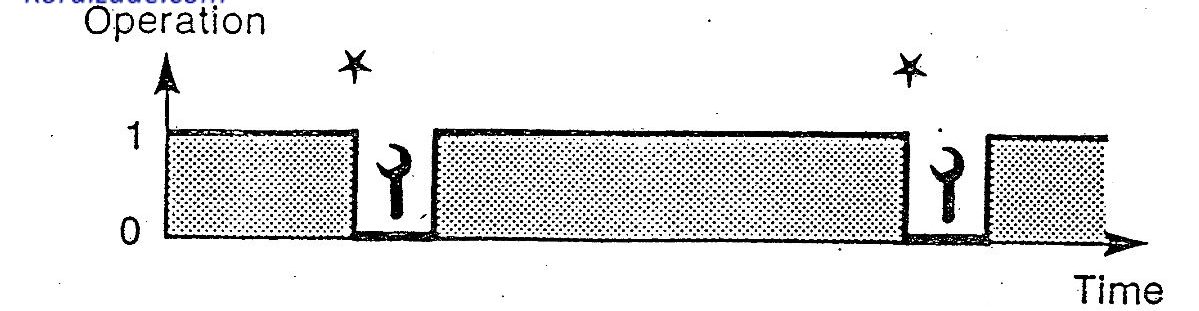
به این نوع تعمیر و نگهداری، استراتژی آتش نشانی نیز گفته می شود. در شماتیک زیر نحوه عکس العمل در برابر خرابی نشان داده شده است.
شرایط استفاده از این نوع تعمیرات و نگهداری
- تجهیز ارزان باشد
- توقف تجهیز منجر به توقف تولید نشود
- تجهیز مورد نظر به راحتی قابل تهیه و جایگزینی باشد
از معایب استفاده از این روش می توان به موارد زیر اشاره کرد:
- غیر منتظره و غیرقابل پیش بینی
- افزایش هزینه های تعمیراتی
- تهیه و تدارک لوازم یدکی مشکل و زمان بر
- خرابی و خسارت بالا به تجهیزات گران قیمت
روش دیگر برای تعمیرات و نگهداری، تعمیر و نگهداری پیش بینی شده است است.
در این روش بر اساس برنامه ریزی های مدون و داده های آماری اقدام به تعمیر و نگهداری می کنند. در شماتیک شکل زیر نحوه برخورد با تعمیرات تجهیزات نشان داده شده است.
 همانطور که در شماتیک نمایش داده شده است. تمامی تعمیرات بر اساس برنامه ریزی های از قبل انجام می شود.
همانطور که در شماتیک نمایش داده شده است. تمامی تعمیرات بر اساس برنامه ریزی های از قبل انجام می شود.
از مزایای این روش به موارد ذیل می توان اشاره کرد:
- افزایش طول عمر تجهیز و بالا رفتن ضریب ایمنی تجهیز
- توقف دستگاه بر اساس برنامه ریزی انجام شده
- تامین قطعات یدکی مورد نیاز
- اما این روش شامل معایی از جمله:
- توقف تجهیز در حین تولید
- مشکل بودن تعیین فاصله زمانی بین تو تعمیرات
- امکان بروز مشکل در تجهیز در بین فواصل زمانی تعیین شده
می باشد.
سومین روش از روش های تعمیرات ونگهداری، تعمیر و نگهداری بازدارنده است. در این روش بر ابتدا پیش بینی می کنند خرابی دستگاه رو همچنین با استفاده از داده های آماری دلایل خرابی دستگاه را استخراج کرده و در صدد رفع مشکلات آن بر می آیند.
شعار این روش این است: یکبار تعمیر کنید، درست تعمیر کنید
اما بهترین و مهم ترین روش تعمیر و نگهداری، تعمیر و نگهداری پیش بینانه است.
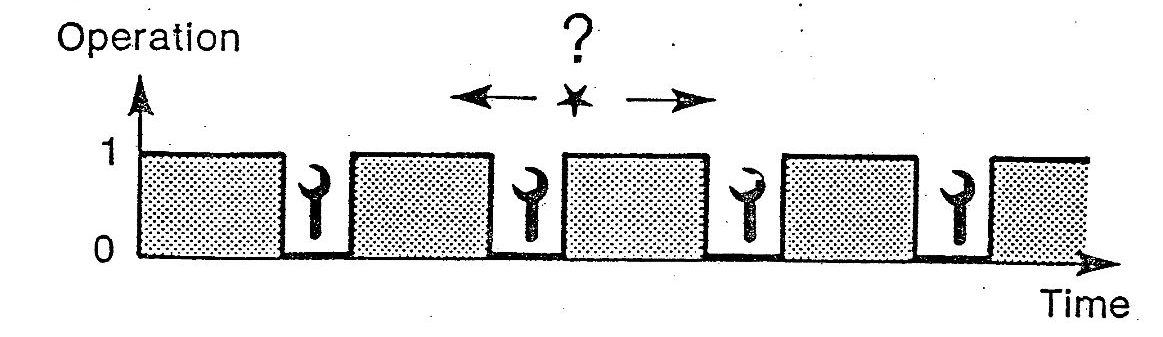
در این روش مهم ترین نکته پایش وضعیت دستگاه می باشد. شعار این روش این است که تا شکست رخ نداده، تعمیر را انجام ندهید. شماتیک شکل زیر بیانگر نحوه برخورد با تعمیر و نگهداری تجهیز می باشد.
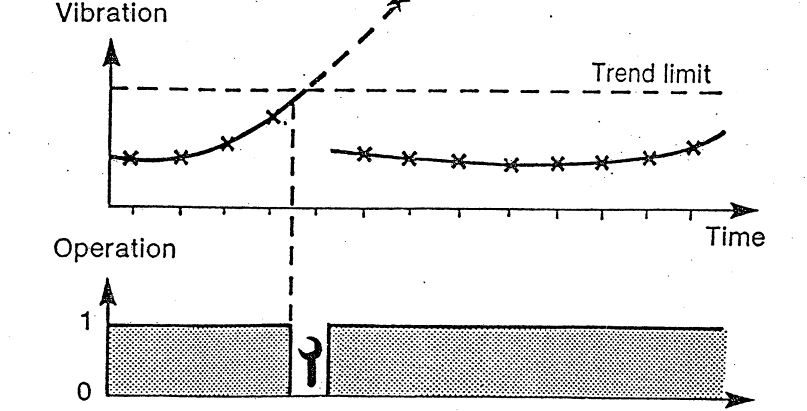
همانطور که از شکل پیداست، بر اساس پایش وضعیت تجهیز زمان تعمیرات آن مشخص می شود و پس از انجام تعمیرات و شروع بع کار تجهیز اگر مشکلی در کار وجود نداشته باشد اجازه توقف تجهیز تا بروز خرابی وجود نخواهد داشت.
مهم ترین اصولی که بایستی در این روش مورد توجه قرار بگیرد:
- پایش مستمر تجهیزات
- تعیین حد مجاز و هشدار برای هر تجهیز
- توقف تجهیز برای سرویس کاری و تعمیرات در زمان ضروری
- با پایش مستمر زمان رسیدن هر تجهیز برای تعمیرات مشخص می شود.
از مزایای تعمیر و نگهداری پیش بینانه:
- توقف تجهیز در زمان معین و مناسب
- جلوگیری از بروز ناگهانی خرابی
- کاهش زمان توقف تجهیز
- زمان کافی برای تامین قطعات
- کاهش میزان مصرف قطعات یدکی
- افزایش کیفیت محصول و بازدهی تجهیز
با توجه به تمامی این توضیحات چرا در مدار سرندکنی و سنگ شکنی توجه به تعمیرات و توقف آنها اهمیت دارد؟
پاسخ به این سوال توجه به این نکته است که هدف در مدار سرندکنی و سنگ شکنی تولید تناژ مناسب و با کیفیت برای تامین خوراک اولیه آسیاهای گلوله ای می باشد. در صورت خارج شدن هر تجهیز از مدار و توقف آن برای مدت زمان طولانی شاهد کاهش تناژ ارسالی خواهیم بود.
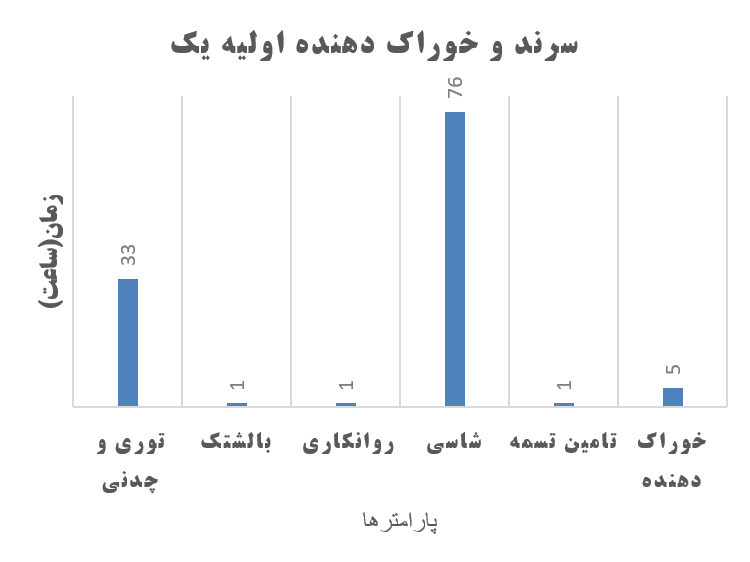
در مدار برای کاهش میزان تعمیرات و افزایش در خط بودن تجهیزات به صورت ماهانه آمار توقفات و دلایل آن ثبت و نگهداری می شود. توقف تجهیز زمانی مشکل ساز خواهد شد که زمان آماده به کار بودن آن افزایش پیدا کند. برای نمونه میزان توقف سرندو خوراک دهنده اولیه یک در فروردین ۹۹ به تفکیک پارامترهای موثر در توقف نشان داده شده است.
خاموش شدن تجهیزات در مدار در صورتی که افزایش بیش از حد داشته باشد به صورت زنجیر وار منجر به توقف تجهیزات دیگر خواهد شد. در شکل زیر نمایی از موقعیت قرارگیری تجهیزات در مدار سرندکنی و سنگ شکنی نشان داده شده است.
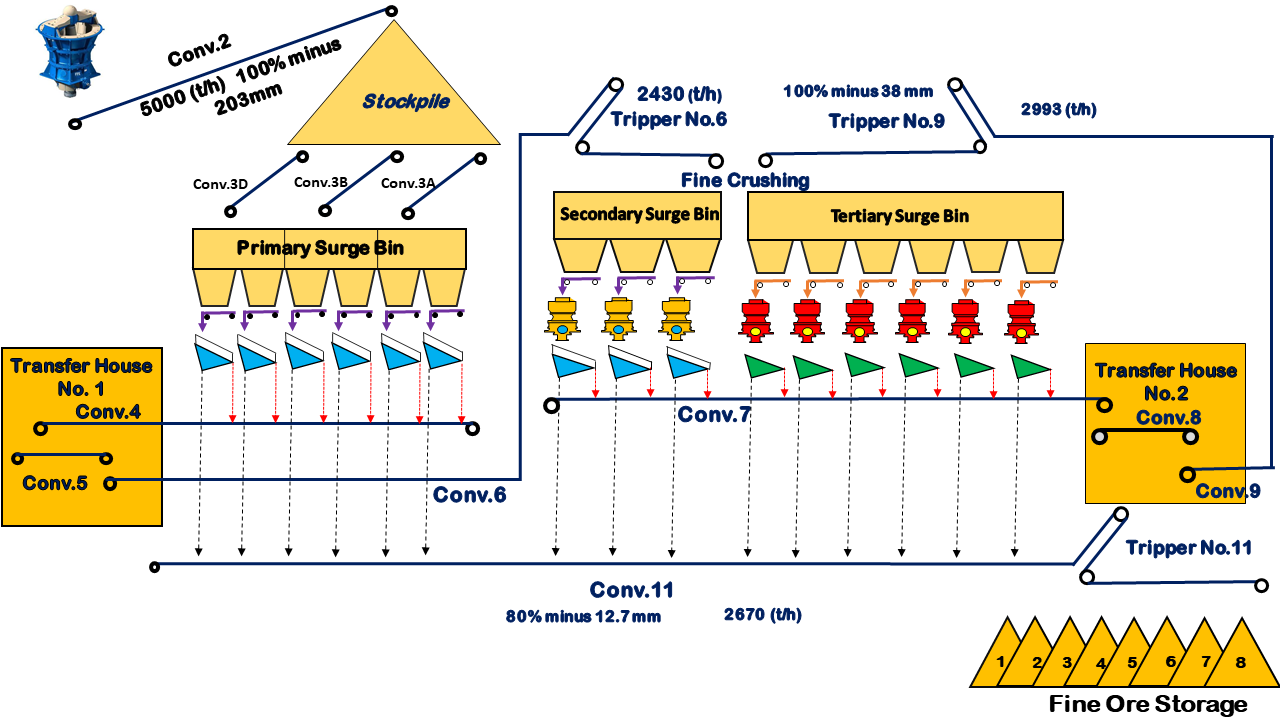 باتوجه به جانمایی تجهیزات در مدار اگر به عنوان مثال سه تجهیز از سرندکنی اولیه از مدار خارج شود به دلیل کاهش تناژ ارسالی به سنگ شکنی ثانویه میبایستی از یک سنگ شکن ثانویه استفاده شود که این امر منجر به کاهش تناژ ارسالی به سمت سنگ شکنی ثالثیه خواهد شد و به دلیل کمبود خوراک تازه شاهد از مدار خارج شدن تجهیزات بدلیل کمبود تناژ خواهیم بود که این امر منجر به کاهش میزان تناژ ارسالی به انبار نرمه خواهد بود.
باتوجه به جانمایی تجهیزات در مدار اگر به عنوان مثال سه تجهیز از سرندکنی اولیه از مدار خارج شود به دلیل کاهش تناژ ارسالی به سنگ شکنی ثانویه میبایستی از یک سنگ شکن ثانویه استفاده شود که این امر منجر به کاهش تناژ ارسالی به سمت سنگ شکنی ثالثیه خواهد شد و به دلیل کمبود خوراک تازه شاهد از مدار خارج شدن تجهیزات بدلیل کمبود تناژ خواهیم بود که این امر منجر به کاهش میزان تناژ ارسالی به انبار نرمه خواهد بود.
با توجه به نکات بررسی شده قرار بر بررسی تمامی توقفات و دلایل آنها در هر ماه شد. با بررسی این اطلاعات امکان دسترسی به گلوگاه های مدار خواهد بود و با این کار می توان با راه کار های مناسب میزان توقفات را در حد چشمگیری کاهش داد که منجر به افزایش در مدار بودن تجهیزات و افزایش میزان تناژ ارسالی به انبار نرمه می شود.
){kind=link}

در این ارائه به بررسی مواردی در خصوص مدار آسیاکنی تغلیظ ۲ مجتمع مس سرچشمه پرداخته شد. مهم ترین موارد پرداخته شده به آن به شرح زیر می باشد:
- پرشدگی آسیاهای گلوله ای و اهمیت آن در مدار آسیاکنی
- بررسی معیار مصرف گلوله در مدار آسیاکنی
- مقایسه میزان پرشدگی و حجم آسیاهای گلوله ای ۱ و۲
- تاثیر افزایش مصرف گلوله بر نرخ تولید کارخانه
- بررسی سرندهای لرزان
یکی از موارد مهم در بخش آسیاکنی و آسیاها توجه به میزان پرشدگی آن می باشد. نتایج مناسب بودن میزان پرشدگی آسیاها به شرح زیر است:
استفاده حداکثری از ظرفیت تجهیز
کار بیشتر روی ماده معدنی و تهیه محصول مناسب
افزایش کارآیی تجهیزات پایین دست

میزان مصرف گلوله در داخل آسیاها تحت تاثیر چه عواملی می باشد:
- جنس گلوله
- اندازه گلوله
- میزان سختی بار ورودی

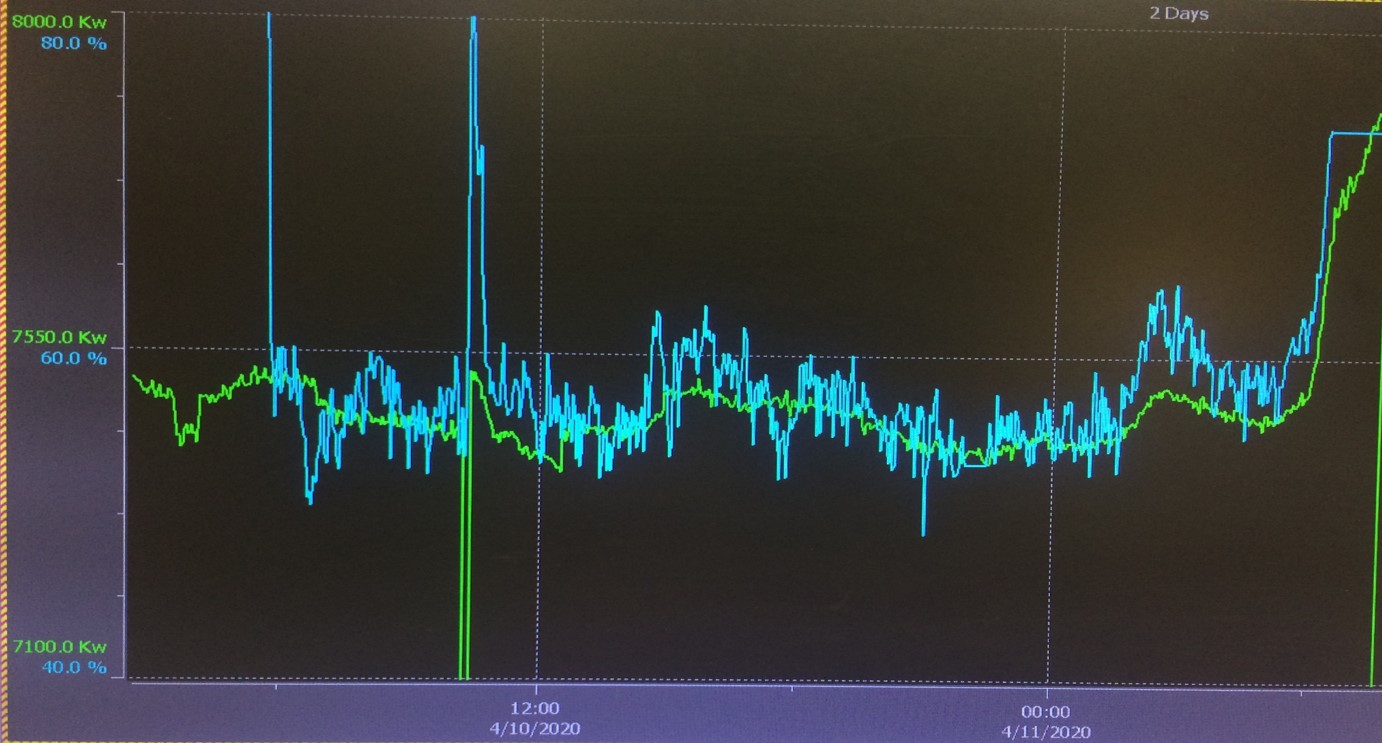
رابطه بین توان کشی، سطح مخزن و تناژ
همانطور که در نمودار مشخص است با افزایش میزان توان کشی آسیای گلوله ای در یک تناژ ثابت شاهد کاهش سطح مخزن پمپ هیدروسیکلون خواهیم بود به دلیل خردایش مناسب

رابطه دانه بندی سرریز هیدروسیکلون با توان کشی آسیای گلوله
با توجه به نموداری که در زیر مشاهده می شود رابطه بین دانه بندی سرریز هیدروسیکلون و توان کشی آسیای گلوله ای نمایش داده شده است. با افزایش میزان گلوله در آسیای گلوله ای و خردایش مناسب شاهد بهبود خردایش و افزایش ذرات ریز در سرریز هیدروسیکلون هستیم
یکی از اقدامات انجام شده برای محاسبه میزان پرشدگی استفاده از نمونه آسیای طراحی شده در نرم افزار سالیدورک می باشد. در این روش با اندازه گیری میزان فاصله مواد از ترانیون و قرار دادن آن در رابطه اصلی و محاسبه حجم مواد در سالیدورک امکان محاسبه دقیق میزان پرشدگی می باشد.

با مقایسه ای بین میزان درآمدها و مخارج اصلی سال ۹۷ و ۹۸ با توجه به افزایش میزان مصرف گلوله در سال ۹۸ نسبت به سال ۹۷ این افزایش که منجر به افزایش تولید شده است تنها ۵ درصد از هزینه تولید را به خود اختصاص می دهد.
اجزای اصلی سرندهای لرزان که برای جدایش محصول آسیاهای نیمه خودشکن مورد استفاده قرار می گیرد در شکل زیر نمایش داده شده است.
 عوامل موثر در کارآیی مناسب سرندکنی:
عوامل موثر در کارآیی مناسب سرندکنی:
سطح سرندکنی مناسب
زاویه خروجی روزنه های توری
بررس منظم فنرهای
استفاده از وزنه های مناسب برای ایجاد تعادل
بررسی گوشواره های سرند
ورود یکنواخت بار به سرند
ارتعاش یکنواخت سرند در تمام نقاط سرند


دلایل عملکرد نامناسب سرندهای لرزان فاز ۲
گرفتگی توریی سرند
کاهش سطح سرندکنی بخ جهت زیاد بودن سرعت مواد
یک طرفه بودن بار بر روی سرند و کارایی نامطلوب گوشواره ها
ارتعاش مناسب سرند
){kind=link}

- در جلسه روز پنج شنبه به تاریخ ۴ اردیبهشت ۱۳۹۹ اقدامات انجام شده در کارخانه پرعیارکنی یک مجتمع مس سرچشمه بررسی شد.
راه اندازی حلقه کنترل فشار هیدروسیکلون اولیه ۵
از جمله کارهای انجام شده راه اندازی حلقه کنترل فشار هیدروسیکلون اولیه ۵ بود. حلقه کنترل فشار هیدروسیکلون اولیه ۵ در سال ۹۶ راه اندازی شد و پس از گذشت حدود یک سال و نیم از زمان استفاده از این حلقه کنترلی به خاطر معیوب شدن شیر کنترلی امکان استفاده حلقه وجود نداشت. پس از خرید شیر کنترلی و نصب آن بر روی هیدروسیکلون اولیه ۵ حلقه کنترل فشار آن مجددا راه اندازی شد.


پیشرفت های حلقه کنترل فشار هیدروسیکلون اولیه ۴
کارکرد مناسب هیدروسیکلون در محدود فشاری پیش بینی شده موجب عملکرد بهتر آن در جدایش مواد می شود. به همین منظور راه اندازی حلقه های کنترل فشار تمام هیدروسیکلون های اولیه در دستور کار قرار دارد. پس از خرید فشار سنج برای هیدروسیکلون ها به دلیل عدم انطباق فشارسنج بر روی مقسم هیدروسیکلون تبدلیل مناسب آن نقشه و سپس ساخته شد. برای کارکرد مناسب فشارسنج کار کالیبراسیون آن نیز همزمان انجام شد. پس از نصب فشار سنج بر روی مقسم. شیر کنترلی نیز بر روی یکی از خروجی های مقسم هیدروسیکلون اولیه ۴ نصب شد. از کارهای باقی مانده برای راه اندازی حلقه کنترل فشار هیدروسیکلون اولیه ۴ هوای فشرده برای باز و بسته کردن شیر می باشد. در زمان های گذشته برای هر خوشه هیدروسکلون تعداد تو شیرکنترلی در نظر گرفته شده و همچنین در کنار هر خوشه هیدروسیکلون مسیر هوای فشرده آن قرار داده شده اس. اما در مسیر هوای قدیمی بدلیل قطع بودن خالی می باشد. به منظور جلوگیری لوله کشی جدید برای سیستم پیشنهاد شد تا مسیر قدیمی دوباره فعال شود. در ادامه گزارش تصویری این قسمت قرار داده شده است.



کاهش میزان ریخت ریز آسیای اولیه ۳ با نصب کانال جدید
یکی مواردی که در بخش آسیاکنی مورد توجه است میزان ریخت و ریزها از کانال های انتقال دهنده مواد به نوارنقاله ۲۰۰۳ هستند. ریزش این علاوه بر خارج شدن ماده معدنی از چرخه تولید موجب افزایش میزان کارکرد مینی لودرها برای جمع آوری و تاثیر منفی شکل محیط دارد. برای اینکار یک شوت جدید با ابعاد بزرگتر از شوت های قدیمی ساخته شد و بر روی محل دور ریز آسیای اولیه ۳ به نوارنقاله ۲۰۰۳ نصب گردید. با نصب این شوت میزان ریزش مواد به کف کارخانه از آسیای اولیه ۳ به شدت کاهش پیدا کرد.


){kind=link}

در جلسه روز پنج شنبه ۷ فروردین ۱۳۹۹ افدامات انجام شده در مدار سرندکنی و سنگشکنی مجتمع مس سرچشمه مورد بررسی قرار گرفت. محوریت جلسه بررسی موارد زیر بود:
- بررسی غبار و غبارگیرهای مدار سرندکنی و سنگشکنی
- اقدامات انجام شده و پیشنهادات لازم برای ادامه کار
- کارهای انجام شده بر روی مجراهای خوراکدهی ثالثیه و ثانویه
- راه اندازی مجدد سیستم اعلام هشدار سطح سنگشکنها
- نکات مهم در خصوص انبار درشت
در معادن و به خصوص کارخانههای فرآوری در بخشهای سرندکنی و سنگشکنی شاهد وجود گردو غبار هستیم. این عامل از دو جهت قابل بررسی است یکی تاثیر آن بر سلامت افراد حاضر در کارخانه و دیگری وجود مواد با ارزش در گردوغبارها که در ضورت عدم جمعآوری آنها از دست خواهند رفت. در شکل زیر وضعیت گرد و غبار در کارخانه سرندکنی و سنگشکنی نمایش داده شده است.
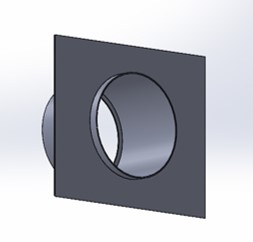
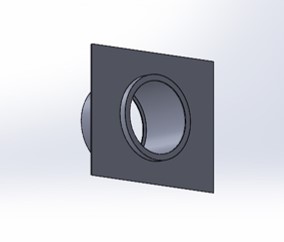
 غبارگیرهای مدار سرندکنی و سنگشکنی عموما تر هستند. در شکل زیر یکی از غبارگیرهای مدار سرندکنی و سنگشکنی نشان داده شده است.
غبارگیرهای مدار سرندکنی و سنگشکنی عموما تر هستند. در شکل زیر یکی از غبارگیرهای مدار سرندکنی و سنگشکنی نشان داده شده است.

در بخشهای مختلف کارخانه از این غبارگیرها برای جمعاوری گردوغبار استفاده شده است.اینها از نوع تر میباشند که ابتدا گردوغبار محیط رو جمعاوری می کنند و سپس با پاشش آب بر روی آنها پالپحاصل از پایین قسمت مخروطی شکل آن خارج میشود.
در مدار سرندکنی و سنگشکنی تمامی غبارهای موجود در مدار توسط غبارگیرها جمعآوری شده سپس به مخزن جمعآوری که در انتهای سنگشکنهای ثالثیه قرار دارد انتقال داده میشود و در نهایت با استفاده از پمپهای انتقال به سمت مخزن کارخانه تغلیظ انتقال داده میشوند تا با استفاده از مقسم گردان به مخازن خوراکدهی هیدروسیکلونها انتقال داده شوند.
در شکل زیر شماتیکی از مسیر اصلی انتقال پالپ غبارگیرها نمایش داده شده است.
اما وضعیت فعلی غبارگیرها به شکل زیر میباشد که پالپ غبارگیرها به جز غبارگیرهای ثانویه به بیرون از مدار انتقال داده میشوند.
 همانطور که درشکل زیر نمایش داده شده است به دلیل نبود پمپهای انتقال مخازن جمعاوری امکان انتقال پالپ غبارگیرها فراهم نمیباشد.
همانطور که درشکل زیر نمایش داده شده است به دلیل نبود پمپهای انتقال مخازن جمعاوری امکان انتقال پالپ غبارگیرها فراهم نمیباشد.

علاوه بر غبارگیرهای تر مدار یک غبارگیر کیسهای نیز در بالای مخازن سرندهای اولیه برای جمعآوری غبار این مخازن در نظر گرفته شده است. اما این غبارگیر نیز به دلیل نبود تسمه الکتروموتور و معیوب بودن کیسههای فیلتر قابل استفاده نمی باشد.

از جمله کارهای انجام شده برای استفاده هرچه بهتر از غبارگیرهای تر تمامی بدنه این غبارگیرها توسط پیمانکار بازسازی و نوسازی شدند همچنین همانطور که از شکل زیر پیدا با ساخت باکس و اتصال آن به مسیر اصلی انتقال پالپ غبارگیرها به تغلیظ پالپ غبارگیرهای ثالثیه نیز به صورت ثقلی به تغلیظ انتقال داده شدند.

در ادامه برای پیشرفت بهتر کارها پیشنهاد شد تا مسیر اصلی غبارگیرها در اولویت راهاندازی قرار بگیرند و همچنین با تامین تجهیزات غبارگیر کیسهای مخازن اولیه نیز راهاندازی شود.
موضوع دیگری که در این جلسه بررسی شد وضعیت مجراهای خوراکدهی سنگشکنهای ثالثیه و ثانویه بود که طی تغییرات ایجاد شده و برای استانداردسازی مناسب و باردهی یکنواخت به سنگشکنها قطر آن در نمونههای جدید نصب شده کاهش داده شده همچنین پیشنهاد شد تا در ساخت مجراهای جدید نکاتی همچون کاهش بیشتر قطر و افزایش طول استوانه نیز مد نظر قرار داده شود. اما نکته قابل توجه در خصوص مجراها عمر بالای آنها می باشد که در کم ترین حالت دارای عمر مفید بالای ۲ سال می باشند. در ادامه نمونههای از مجراهای معیوب و جدید نصب شده نمایش داده شده است.

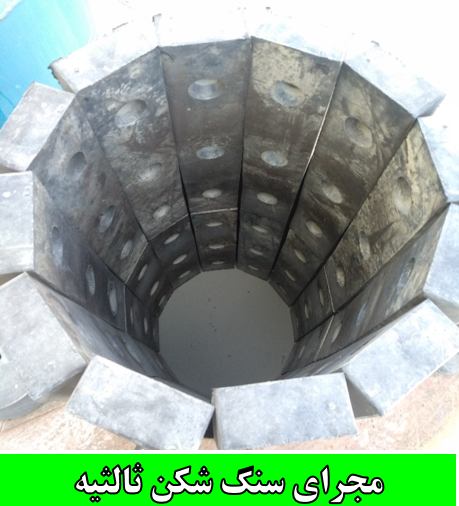
یکی از مشکلات مجراها در هنگام تعمیرات انحرافخود مجرا در زمان بعد تعمبرات و همچنین کج شدن لاینرهای محافظ آن در زمان تعمیرات بود که درشکل زیر به خوبی نشان داده شده است. اما با ساخت چهار عدد سه پایه با ارتفاع مناسب در زمان تعمیرات با قرار دادن مجراهای ثالثیه روی انها دیگر امکان کج شدن لاینرها وجود نخواهد داشت.

 در پایان این جلسه به به این نکته پرداخته شد که در زمان کاهش سطح انبار درشت بایستی از کارکرد مناسب تمامی آهنریاها و آشکارسازهای فلز اطمینان حاصل کرد چرا که با کاهش سطح انبار درشت شاهد حضور بولدزر در انبار برای کمک به انتقال مواد به مدار سرندکنی و سنگشکنی خواهیم بود در این مواقع احتمال ورود قطعات فلزی به داخل مدارافزایش پیدا میکند در صورتی که آهنرباها و آشکارسازهای فلز به درستی کارنکنند این قطعات وارد مدار سرندکنی و سنگشکنی خواهد شد و موجب وارد آمدن ضربات به سنگشکنها و درنتیجه از مدار خارج شدن انها و در نهایت کاهش میزان تناژ ارسالی خواهد شد. در شکل زیر نمونههای از گلولههای راه یافته به مدار سرندکنی و سنگشکنی نشان داده شده است.
در پایان این جلسه به به این نکته پرداخته شد که در زمان کاهش سطح انبار درشت بایستی از کارکرد مناسب تمامی آهنریاها و آشکارسازهای فلز اطمینان حاصل کرد چرا که با کاهش سطح انبار درشت شاهد حضور بولدزر در انبار برای کمک به انتقال مواد به مدار سرندکنی و سنگشکنی خواهیم بود در این مواقع احتمال ورود قطعات فلزی به داخل مدارافزایش پیدا میکند در صورتی که آهنرباها و آشکارسازهای فلز به درستی کارنکنند این قطعات وارد مدار سرندکنی و سنگشکنی خواهد شد و موجب وارد آمدن ضربات به سنگشکنها و درنتیجه از مدار خارج شدن انها و در نهایت کاهش میزان تناژ ارسالی خواهد شد. در شکل زیر نمونههای از گلولههای راه یافته به مدار سرندکنی و سنگشکنی نشان داده شده است.

){kind=link}

کنفرانس مهندسی معدن ایران در تاریخ ۳۰ بهمن الی ۱ اسفند ۱۳۹۸ در شهر بیرجند و دانشگاه این شهر برگزار شد. این کنفرانس با حضور اساتید مهندسی معدن، دانشجویان و فارغ التحصیلان این رشته از نقاط مختلف کشور در چهار بخش اکتشاف، فرآوری ، استخراج و مکانیک سنگ برگزار شد.
بیش از ۲۰۰ مقاله در این دور ارائه شد که سهم مرکز تحقیقات کاشی گر ۴ مقاله سخنرانی و ۱۴ مقاله پوستری در بخش فرآوری بود. همچنین جناب دکتر پارساپور و مالکی مقدم به عنوان داورهای بخش سخنرانی فرآوری از مرکز تحقیقات کاشی گر حضور داشتند.
گزارش تصویری از این کنفرانس در ادامه قابل مشاهده می باشد.













{kind=link}

در بازدیدی که در تاریخ ۶ بهمن ۱۳۹۸ جناب دکتر بنیسی از مجتمع مس سرچشمه داشتند، ابتدا در جلسه معاونت بهره برداری که با حضور مهندس احمدی مدیر مجتمع، مهندس ضیاالدینی معاونت بهره بردای، مدیر معدن و مدیر تغلیظ مهندس فاضلی شرکت داشتند. در این جلسه که با محوریت سخنرانی دکتر بنیسی بود، به بررسی موضوع “کانسار تا کارخانه” پرداخته شد.
پس از این جلسه جناب دکتر بنیسی در جلسه هفتگی مرکز تحقیقات کاشیگر در سرچشمه شرکت کردند. این جلسه نیز با سخنرانی دکتر بنیسی با موضوع ” واکاوی یک موفقیت ملی در طراحی و تولید یک محصول بین المللی” همراه بود. در این ارائه به بررسی تحولات حاصل شده در وضعیت آسترهای آسیاهای خودشکن مجتمع گل گهر پرداخته شد، که با تغییراتی که نتیجه بیش از ۴ سال تلاش و کوشش مرکز تحقیقات کاشی گر برای بهبود وضعیت خردایش، سایش و تولید تغییر چشم گیری کرد بود. اما نکته مهم در این ارائه تولید محصولی ملی با کارآیی بین المللی است. محصولی که با همت دست توانمند مهندسین ایرانی به واقعیت تبدیل شده است.
در ادامه گزارش تصویری حضور دکتر بنیسی در مجتمع مس سرچشمه آمده است.







{kind=link}
آخرین نظرات
امیرحسین مهدیان در: چهارصد و هشتاد و ششمین جلسه هفتگی مرکز تحقیقات فرآوری مواد کاشیگر (استانداردسازی راهبری مدار کارخانه مولیبدن)
با سلام و احترام. تشکر از شما و راهنمایی شما. بله امولسیون گازوئیل و آب باعث بهت ...
امین حبیبی در: چهارصد و هشتاد و ششمین جلسه هفتگی مرکز تحقیقات فرآوری مواد کاشیگر (استانداردسازی راهبری مدار کارخانه مولیبدن)
سلام وقت بخیر و خداقوّت. بسیار کار ارزشمندی انجام شده. فقط بررسی تاثیر یک تغییر ...
میلاد کریمی در: مجموعه کتب استانداردسازی راهبری کارخانهها از طریق بازرسی فرآیند
عالی ...
مهدی غروی در: انتخاب دکتر صمد بنیسی به عنوان هیات علمی برگزیده در همکاری با جامعه و صنعت در سال ۱۴۰۴ از سوی وزارت علوم، تحقیقات و فناوری
توفیقات استاد عزیز و گرامی روزافزون باد ...
m.talebiyazd@gmail.com در: جلسه هفتگی استانداردسازی فرآیندها در کارخانه گلگهر: عیب یابی فرآیندی سلولهای فلوتاسیون ومکو خطوط تولید کنسانتره ۵، ۶ و ۷ شرکت معدنی و صنعتی گلگهر
سلام وقت بخیر . پی اچ آب فلوتاسیون کارگاه ( جهت استخراج فلز ) باس بالای ۹ باشه . ...