
این جلسه روز پنجشنبه ۵ آبان ۱۴۰۱ برگزار شد و به بررسی توزیع مواد شیمیایی در کارخانه پرعیارکنی ۱ مجتمع مس سرچشمه پرداخته شد.
مدار خردایش کارخانه پرعیارکنی ۱ مجتمع مس سرچشمه از ۸ آسیای گلولهای موازی تشکیلشده که تناژ هر آسیا بر اساس طراحی اولیه ۲۲۵ تن برساعت جامد خشک است. بار خروجی از هر آسیا توسط پمپ هیدروسیکلونهای اولیه به یک خوشه با ۸ هیدروسیکلون منتقلشده و سرریز هیدروسیکلونها با دانهبندی ۷۰ درصد عبوری از سرند ۷۴ میکرون، خوراک واحد فلوتاسیون را تشکیل میدهد. مدار فلوتاسیون کارخانه پرعیارکنی ۱ مجتمع مس سرچشمه از دو ضلع مشابه شمال و جنوب تشکیلشده که در هر ضلع، چهار ردیف ۱۴ سلولی پرعیارکنی اولیه، دو ردیف ۷ سلولی رمقگیر، دو ردیف ۷ سلولی شستشوی اول، دو ردیف ۴ سلولی شستشوی دوم و دو ردیف ۲ سلولی شستشوی سوم (نهایی) قرار دارد .برای خردایش مجدد کنسانتره سلولهای پرعیارکنی اولیه و رمقگیر، در هر ضلع دو آسیای گلولهای از نوع سرریز شونده با توان ۹۰۰ اسب بخار درنظرگرفته شده است. در این مدار، ابتدا کنسانتره پرعیارکنی اولیه و رمقگیر با محصول آسیاهای خردایش مجدد مخلوط و سپس برای جدایش ذرات ریز از درشت به هیدروسیکلونهای ثانویه ارسال میشود. سرریز هیدروسیکلونهای ثانویه با دانهبندی ۸۶ درصد عبوری ازسرند ۴۴ میکرون، خوراک مرحله شستشوی اول را تشکیل میدهد. مجموع باطلههای پرعیارکنی اولیه و رمقگیر نیز باطله نهایی مدار فلوتاسیون را تشکیل میدهند(شکل۱).
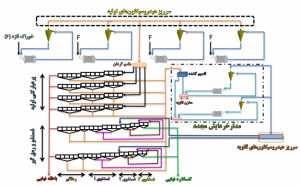
شکل۱: مدارفلوتاسیون کارخانه پرعیارکنی۱
در فرآیند فلوتاسیون، برای فراهم نمودن شرایط مناسب برای شناورسازی کانیهای باارزش از کلکتور و کفساز استفاده میشود. این مواد شیمیایی در یک ردیف سلول فلوتاسیون توزیع شده و با یک نقطه در بالای ردیف اضافه میشود. جهت ارزیابی کارایی عملیات جدایش در فلوتاسیون، میتوان از منحنی عیار- بازیابی استفاده نمود که هر تغییری در عملیات فلوتاسیون نظیر تغییر نحوه توزیع مواد شیمیایی در یک ردیف سلول فلوتاسیون که منحنی عیار و بازیابی را به سمت بالا و راست میل دهد نشان از مفید بودن آن برای کل عملیات میباشد.
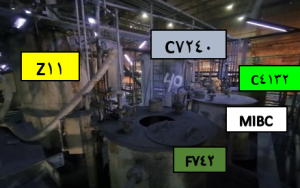
معرفی مواد شیمیایی مورد استفاده در مجتمع مس سرچشمه
برای شناورسازی کانیهای مختلف سولفیدی مس، از چهار نوع کلکتور Z-11 (سدیم ایزوپروپیل زنتات)، Z-6(پتاسیم آمیل زنتات)، R-407( مرکاپتو بنزو تیازول) و۴۱۳۲(اتیل ایزو پروپیل تیو کربامات) و دو نوع کفساز MIBC(متیل ایزو بوتیل کربونیل) و F742(پلی پروپیلن گلیکول متیل اتر) و برای شناوری کانی مولیبدنیت از گازوئیل (F.O) بعنوان کمک کلکتور استفاده میشود. کلکتور Z-6 نسبت به کلکتور Z-11 به دلیل افزایش طول زنجیره هیدروکربنی قابلیت انتخابیت کمتر و باعث افزایش بازیابی میگردد. در برخی از موارد نیز تنها یک کلکتور C4132به دلیل نیاز به انتخابیت با هدف افزایش عیار استفاده میشود. کلکتور Z-11، Z-6 و ۷۲۴۰ به صورت ۱۰ درصد وزنی و مابقی بصورت خالص استفاده میشوند.
اهمیت توزیع مواد شیمیایی
از آنجا که ذرات ریز نسبت به ذرات درشت از سطح مخصوص بیشتری برخوردارند، انتظار میرود مقدار کلکتور لازم برای پوشش بر واحد جرم ذرات ریز بیشتر از ذرات درشت باشد. بنابراین اگر نحوه توزیع کلکتور طوری باشد که کل کلکتور مصرفی به یک نقطه در بالای ردیف سلول فلوتاسیون اضافه گردد بوسیله ذرات ریزی که نیاز به پوشیدگی کمتری برای شناورشدن دارند، مصرف خواهند شد(شکل۲) که در نتیجه این عمل، ذرات درشت بدلیل در دسترس نبودن کلکتور کافی برای ایجاد پوشش لازم در قسمتهای بعدی شناور نمیشوند. بنابراین بهتر است در ابتدا با اضافه کردن بخشی از کلکتور مصرفی به همراه مقدار کافی کفساز، ذرات ریز را شناور نمود و سپس با اضافه کردن مرحله به مرحله کلکتور و کفساز در سرتاسر ردیف تا انتهای آن، شرایط لازم برای شناورشدن ذرات درشت را فراهم نمود. توزیع مواد شیمیایی باعث کاهش کلکتور مصرفی شده و از طرفی شناور شدن انتخابی را برای بعضی از ذرات فراهم کرده و باعث افزایش کارایی متالورژیکی میشود.
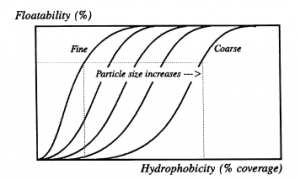
شکل ۲: تاثیر متقابل بین مقدار کلکتور، اندازه ذرات و قابلیت شناور شدن
توزیع مواد شیمیایی در کارخانه پرعیارکنی ۱
از آنجایی که بازیابی مس در مرحله پرعیارکنی اولیه، نقش مهمی در بازیابی کلی مدار مدار دارد و راهیابی کانیهای مسدار به باطله در این مرحله به منزله خارج شدن آنها از مدار میباشد، لذا بررسی امکان افزایش بازیابی مس در مرحله پرعیارکنی اولیه از اهمیت بالایی برخوردار است. بهینهسازی توزیع مواد شیمیایی در سلولهای پرعیارکنی اولیه، میتواند یکی از راههای افزایش بازیابی مس در این مرحله باشد. بخش پرعیارکنی اولیه شامل چهار ردیف سلولهای پرعیارکنی اولیه که هر ردیف آن از ۱۴ سلول تشکیل میشود. هر ردیف به سه قسمت ۴، ۵ و۵ سلولی تقسیم شده است. با توجه به تحقیقات گذشته، توزیع بهینه مواد شیمیایی توزیع ۰-۲۵-۷۵ که به صورت درصدی از کل مواد شیمیایی در ابتدای سلولها، پنج سلول میانی و پنج سلول انتهایی تزریق میشود. نتایج نشان داد که این توزیع سبب افزایش ۱٫۳۱ درصدی بازیابی نسبت به توزیع ۰-۰-۱۰۰ کلکتور و کفساز شد(شکل۳).
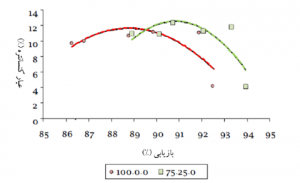
شکل ۳: نمودار بازیابی و عیار برای دو توزیع مواد شیمیایی
همچنین، در این تحقیق آنالیز سرندی جریانهای مختلف و تعیین عیار در هربخش اندازه ذره و محاسبه بازیابی اندازه به اندازه در سلولهای پرعیارکنی اولیه نشان داد شد که بازیابی در اثر اعمال توزیع۰-۲۵-۷۵ در دامنه اندازه ذرات مختلف ۱٫۴۶ درصد نسبت به توزیع۰-۰-۱۰۰ افزایش داشته است ، به طوریکه ۷۶درصد افزایش بازیابی مربوط به ذرات بزرگتر از ۱۰۰میکرون بوده است(شکل ۴).
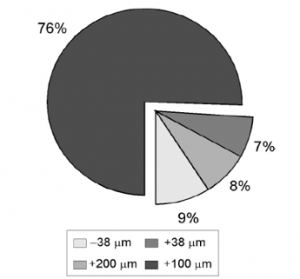
شکل۴: سهمیه اندازه ذرات مختلف در تغییر بازیابی مس در سلولهای پرعیارکنی اولیه در توزیع۰-۲۵-۷۵
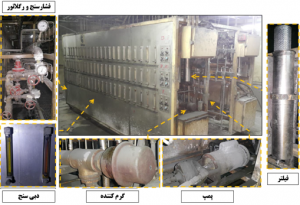
در طراحی ابتدایی توزیع مواد شیمیایی کارخانه پرعیارکنی ۱ از تانکهای روزانه (شکل۵)، توزیع پنج نوع ماده شیمیایی در۱۲۰ نقطه در هر ضلع از مدار فلوتاسیون توسط اتاق توزیع مواد شیمیایی(یک اتاق در هر ضلع) امکانپذیر بوده است، که مواد شیمیایی مورد نیاز در هر نقطه تعبیه شده با تنظیم دبی مواد شیمیایی توسط دبیسنج روی صفحه توزیع مواد شیمیایی (Panel) به مدار پمپ میشد. صفحه توزیع مواد شیمیایی در هر ضلع مجهز به ۱۲۰دبیسنج است که ۷۲ عدد آنها در یک سمت و ۴۸ عدد باقیمانده در طرف دیگر است. شکل ۶ نمایی از پنل توزیع مواد شیمیایی در طراحی اولیه را نشان میدهد.
شکل ۵: نمایی از تانکهای روزانه
شکل ۶: نمایی از پنل توزیع مواد شیمیایی و اجزای اصلی آن (طراحی)
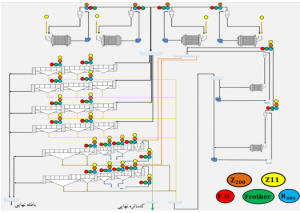
از آنجایی که در طراحی اولیه توزیع مواد شیمیایی کارخانه پرعیارکنی ۱ در ۱۲۰ نقطه در هر ضلع از مدار فلوتاسیون امکانپذیر بوده است (شکل۷)،در حال حاضر توزیع مواد شیمیایی به صورت ثقلی و تنظیم آن توسط شیر دستی صورت میگیرد (شکل۸). با توجه به اینکه در وضعیت کنونی، برای توزیع مواد شیمیایی مراقبتکار باید در محل حضور پیدا کند و اضافه کردن ماده شیمیایی به وسیله شیر تنظیم میشود، به همین دلیل تعداد نقاط توزیع مواد شیمیایی نیز کاهش چشمگیری به نسبت طراحی داشته است(۳۲ نقطه در هر ضلع).
شکل ۷: نقاط توزیع مواد شیمیایی طبق طراحی (مجهز به پمپ و دبی سنج)

شکل ۸: اضافه کردن مواد شیمیایی با استفاده از شیر دستی (وضعیت کنونی)
اقدامات انجام شده
- انتقال ثقلی کلکتور Z11 به مدار فلوتاسیون در ضلع جنوب
برای توزیع کلکتور Z11 به ابتدای آسیاهای اولیه و مدار فلوتاسیون توسط پمپهای موجود در پنل موادشیمیایی انجام میشود، این پمپها، موادشیمیایی را به نقاط مورد نظر ارسال و از آنجا توسط شیر دستی تنظیم میشود. با بررسیهای انجام شده مشخص گردید زمانی که پمپ کلکتور Z11 به دلیل مشکلات تعمیراتی امکان ارسال مواد شیمیایی را نداشته باشد سبب می شود که کلکتورZ11 به نقاط مورد نظر ارسال نشود و در نتیجه سبب کاهش بازیابی و افزایش عیار باطله در مدار فلوتاسیون میشود. به منظور رفع این مشکل همانطور که در شکل۹ مشخص است در ضلع جنوب یک مسیر از تانک های روزانه به پنل مواد شیمیایی کشیده شد و با استفاده از یک سه راهی زمانی که نیاز باشد کلکتور Z11 به صورت ثقلی به مدار فلوتاسیون اضافه شود و برای اضافه شدن این کلکتور به ابتدای آسیای های اولیه از طریق پمپ موجود در ضلع شمال استفاده شود. با این عمل در ضلع جنوب سبب شده است که بتوان هم از طریق پمپ مواد شیمیایی و هم به صورت ثقلی کلکتور Z11به مدار فلوتاسیون اضافه کرد.

شکل ۹: انتقال ثقلی کلکتور Z11 به مدار فلوتاسیون در ضلع شمال
- ایجاد مسیری برای اضافه شدن کفساز MIBC به ابتدای بانک دوم سلولهای پرعیارکنی اولیه و اول رمقگیر قدیم
یکی از نقاط قوت توزیع مواد شیمیایی در کارخانه پرعیارکنی اضافه کردن دو نوع کفساز به مدار است. با تحقیقات انجام شده نشان داده شد که اضافه کردن کفساز MIBC منجر به افزایش بازیابی ذرات ریز و کف ساز DF250 باعث افزایش بازیابی ذرات درشت خواهد شد. از آنجایی که کفسازMIBC فقط در سرریز هیدروسیکلونهای اولیه اضافه میشود و امکان اضافه شدن جعبه اتصال سلولها وجود نداشت و با توجه به به مسیری که برای کفساز F742 از پنل موادشیمیایی به جعبه اتصال اول هر ردیف پرعیارکنی اولیه و اول رمقگیر قدیم وجود داشت، به منظور اضافه شدن کفساز MIBC به سلولها همانطور که در شکل۱۰ مشخص است یک سه راهی در پنل مواد شیمیایی اضافه گردید و زمانی که نیاز به کفساز MIBCباشد شیر F742 بسته شده و شیر MIBCرا به منظور افزایش بازیابی ذرات ریز باز کرد.
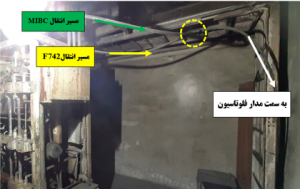
شکل ۱۰: مسیر اضافه شدن کفساز MIBCدر پنل مواد شیمیایی
- رفع عیب مسیر اضافه شدن کلکتور ۷۲۴۰ به مقسم گردان و ایجاد مسیر جدید در جعبه اتصال اول پرعیارکنی اولیه و اول رمقگیر قدیم هر ردیف
در کارخانه پرعیارکنی یک، به منظور افزایش بازیابی از کلکتورهای Z11 و ۷۲۴۰ به دلیل قدرت بالا استفاده میشود. مسیر کلکتور ۷۲۴۰ به دلیل رسوب گرفتگی، باعث شده بود مسیر اضافه شدن این کلکتور به مقسم گردان مسدود شود. همچنین در صورت نیاز امکان اضافه شدن این کلکتور به سلولها وجود نداشته است. به همین منظور برای توزیع بهتر موادشیمیایی در مدار فلوتاسیون مسیر اضافه شدن کلکتور ۷۲۴۰ به مقسم گردان در ضلع شمال و جنوب با آب رسوبزدایی شد و همچنین مسیر جدید در جعبه اتصال اول هرردیف پرعیارکنی اولیه در ضلع شمال و جنوب ایجاد شد(شکل۱۱).

شکل ۱۱: رسوب زدایی و ایجاد مسیر برای کلکتور ۷۲۴۰
- اضافهشدن کلکتور Z11 به آسیای خردایش مجدد
از آنجایی که در مدار خردایش مجدد سطوح جدید ایجاد شده و این سطوح نیاز به مواد شیمیایی برای شناوری در مدار شستشو دارند و همچنین هر ماده شیمیایی برای فعال شدن نیاز به یک زمان آمادهسازی دارد بنابراین آماده سازی مواد شیمیایی علاوه بر زمان به اختلاط کافی نیز نیاز دارد. هر دو ویژگی گفته شده با اضافه کردن مواد شیمیایی در آسیاها وجود خواهد داشت. طی پیگیریهای انجام شده کلکتور Z-11 جهت شناوری ذرات آزاد شده برای مرحله شستشو اضافه گردید.

شکل ۱۲: تشتک ته ریز هیدروسیکلونهای ثانویه
با اقداماتی که برای افزایش تعداد نقاط مواد شیمیایی به منظور توزیع آن در مدارکارخانه پرعیارکنی۱ انجام شد، تعداد نقاط اضافه شدن مواد شیمیایی از ۳۲ به ۵۰ نقطه در هر ضلع افزایش یافت (شکل ۱۳).

شکل ۱۳: افزایش تعداد نقاط مواد شیمیایی از ۳۲ به ۵۰ نقطه در هر ضلع
- سازماندهی شیرهای توزیع مواد شیمیایی در جعبه اتصال ردیفها و پلاکگذاری آنها
با توجه به عدم دسترسی راحت مراقبتکار جهت تنظیم مواد شیمیایی و قرارگیری شیرهای آن در پالپ که باعث خرابی آنها میگردد (شکل۱۴). طی اقدامات انجام شده صفحاتی جهت قرارگیری مسیرهای مواد شیمیایی به منظور دسترسی راحتتر آنها و پلاکگذاری مواد شیمیایی انجام شد(شکل۱۵).

شکل ۱۴: محل اضافه شدن مواد شیمیایی در ابتدای قسمت
دوم سلولهای پرعیارکنی اولیه

شکل ۱۵: سازماندهی شیرهای توزیع مواد شیمیایی و پلاکگذاری آنها





