امروزه هدف طراحی مجدد آسترهای جداره، بهبود کارآیی آسیاکنی از طریق تغییر در زاویه صفحهی بالابر و تغییر در نسبت فاصله به ارتفاع بالابرها و به عبارتی هدفمند کردن برخورد بار به پاشنه است. در این ارائه، تغییر طرح و رویه تعویض آسترهای جداره آسیاهای نیمهخودشکن مجتمع مس سرچشمه جهت افزایش کارایی خردایش در آن مورد بررسی قرار گرفتند. مواردی که در این ارائه مورد بررسی قرار گرفتند به شرح زیر بودند:
- بررسی طرح اولیه و رویه تعویض آسترهای جداره آسیای نیمهخودشکن فاز ۲
- مشکلات موجود در طرح اولیه
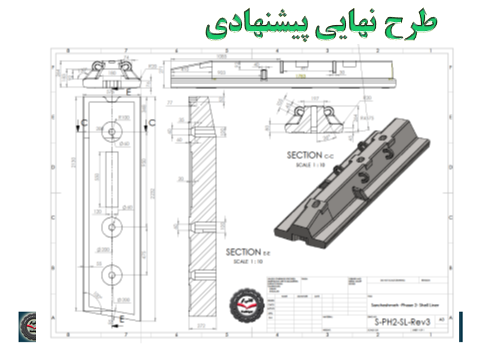
- ارائه طرح پیشنهادی آسترهای جداره آسیای نیمه خودشکن فاز ۲
- بررسی تغییر طرح و رویه تعویض آسترهای جداره آسیای نیمهخودشکن فاز ۱
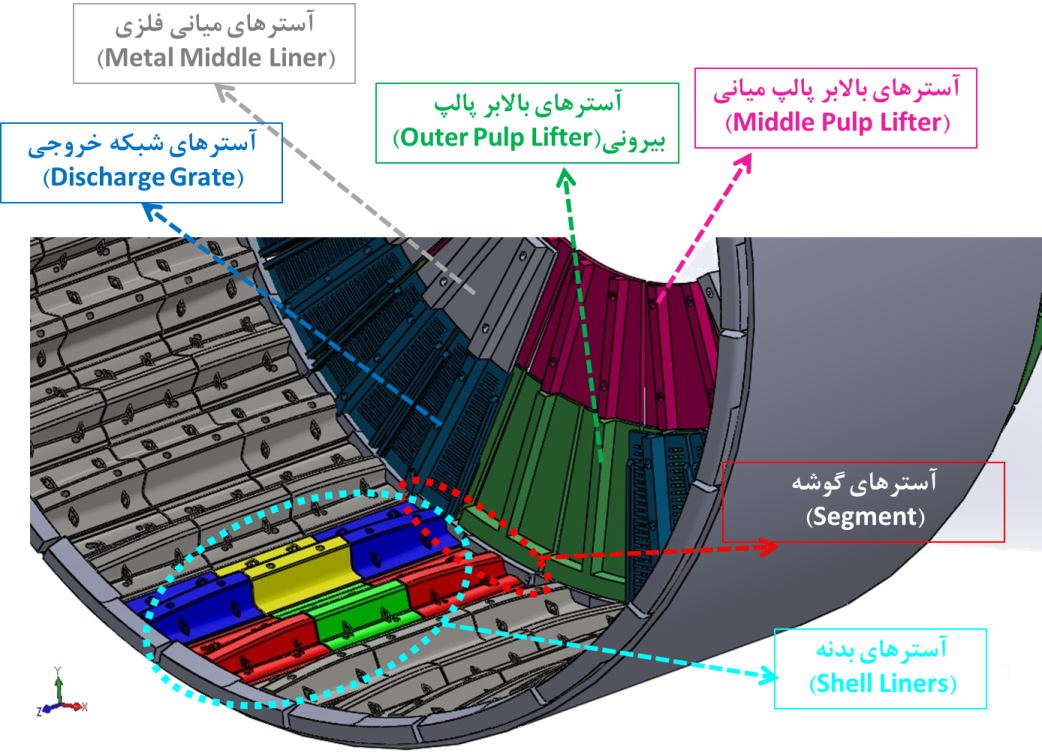
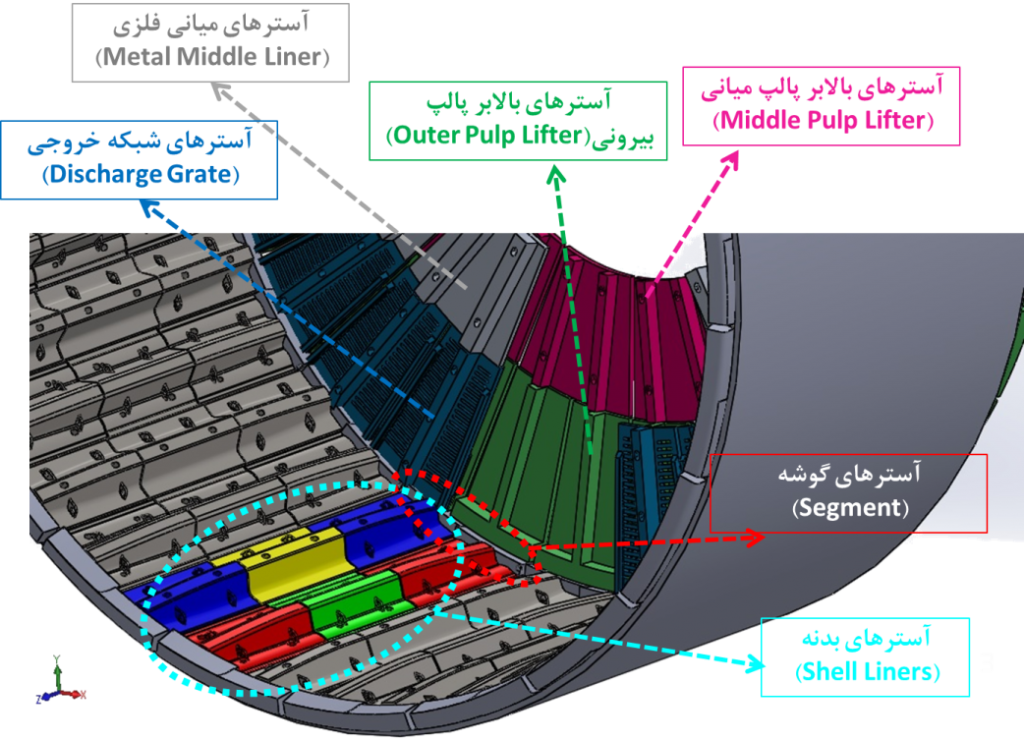
چیدمان آسترهای بدنه و سر خروجی آسیای نیمه خودشکن فاز ۱ به صورت زیر است:
در این ارائه تغییرات اعمال شده در آسترهای سری D و رویه تعویض آنها بررسی شدند.


در این جلسه عنوان شد تفاوت در نرخ سایش آسترهای دو پیچ با آستر های چهار پیچ عمدتا به دلیل مسایل ریختهگری و تفاوت در نرخ سرد شدن مذاب به دلیل تفاوت در محل قرارگیری پیچ در آسترها میباشد.
رویه تعویض موقعیتهای مختلف در آسیای نیمه خود شکن ۱ به شرح زیر است:
جدا کردن کلیه آسترهای ساییده شده بدنه
جدا کردن کلیه آسترهای ساییده شده گوشه
جدا کردن کلیه آسترهای ساییده شده بیرونی خوراک (Outer)
نصب همزمان آسترهای بدنه، گوشه و بیرونی خوراک (Outer)
جدا کردن آسترهای ساییده شده و نصب همزمان آسترهای شبکه خروجی (Grate discharge)
زمان های تعویض کلیه آسترها بررسی شدند. در ادامه طرح اولیه آسترهای بدنه آسیای نیمهخودشکن فاز ۲ مورد بررسی قرار گرفت و رویه و زمان های تعویض آن ارزیابی شد.
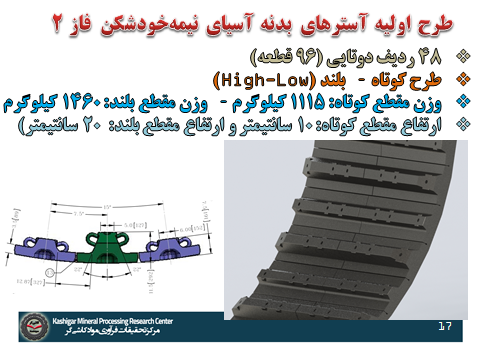
مشکلات موجود در طرح اولیه این آسترها شامل موارد زیر بود:
- مشکل در جداشدن آسترها از بدنه آسیا به دلیل جوش سرد (اختلاف ارتفاع بین آستر ساییده شده و نو در ناحیه کفشک
- شکسته شدن آسترهای ساییده شده در اثر نصب آسترهای نو
- حساس تر بودن طرح کوتاه-بلند نسبت به اندازه گلوله
- شکست کوهان! آستر بدنه به دلیل نامتقارن بودن محل پیچ ها
در نهایت موارد مهم در طرح پیشنهادی آسترهای بدنه آسیای نیمه خودشکن فاز ۲ مورد برسی قرار گرفت که شامل موارد زیر بود که با انجام شبیه سازی بدست آمده بود و طرح نهایی پیشنهاد شد.
- طرح بلند-بلند (High-High) به منظور هماهنگ کردن تعویض قطعات
- افزایش زاویه صفحه بالابر از ۲۲ به ۲۶ درجه
- ارتفاع یکسان ۱۸ سانتیمتر از کفشک (به منظور حفظ وزن کلی آسیا)
- تقویت محل شکست در بین پیچ های نامتقارن
- ایجاد حالت انحنا در لبه های طولی به منظور جلوگیری از جوش سرد