
این جلسه مورخ ۱۰/۰۳/۱۴۰۵ با موضوع استانداردسازی راهبری کارخانه پرعیارکنی یک برگزار گردید. موضوعات بررسی شده در این جلسه شامل معرفی مدار کارخانه پرعیارکنی یک، اقدامات انجام شده به منظور افزایش نقاط تزریق شیرآهک در مدار آسیاکنی ، دلایل و چالش های کاهش دانسیته شیرآهک و بررسی و راه اندازی حلقه کنترل دانسیته شیراهک است.
مدار آسیاکنی کارخانه پرعیارکنی ۱، از دو ضلع مشابه شمال و جنوب تشکیل شده است. در هر ضلع چهار آسیا به همراه چهار خوشه هیدروسیکلون بهصورت بسته کار میکنند. خوراک آسیاهای گلولهای اولیه کارخانه توسط انبار نرمه با ظرفیت ۵۲۸۰۰ تن و ظرفیت زنده ۴۸۰۰۰ تن تأمین میشود. خروجی آسیای گلولهای توسط یک سرند گردان طبقهبندی میشود. مواد دانهدرشت روی سرند توسط نوار برگشتی (ریجکت) به کارخانه پرعیارکنی ۲ فرستاده میشود و مواد دانهریز زیر سرند توسط پمپ به خوشه هیدروسیکلون فرستاده میشود. پس از طبقهبندی مواد توسط هیدروسیکلونها، مواد با دانهبندی مطلوب (۷۰ درصد زیر ۷۴ میکرون) وارد مرحله فلوتاسیون فرستاده شده و ته ریز آن بهمنظور خردایش بیشتر به آسیا بر میگردد.
مدار فلوتاسیون کارخانه پرعیارکنی ۱، در هر ضلع ۱۴ سلول پرعیارکنی اولیه در چهار ردیف، هفت سلول رمقگیر، هفت سلول شستشوی اول، چهار سلول شستشوی دوم و دو سلول شستشوی سوم (نهایی) در دو ردیف قرار دارند. برای خردایش مجدد کنسانتره سلولهای پرعیارکنی اولیه و رمقگیر، در هر ضلع دو آسیای گلولهای (با ابعاد ۳۰۵۰ × ۵۷۹۰ میلیمتر) از نوع سرریز شونده با توان ۹۰۰ اسب بخار در نظر گرفته شده است. در حال حاضر، هر آسیا با یک خوشه شامل چهار هیدروسیکلون ثانویه در مدار بسته کار میکند. در این مدار، کنسانتره پرعیارکنی اولیه و رمقگیر با محصول آسیاهای خردایش مجدد مخلوط شده و سپس برای جدایش ذرات ریز از درشت به هیدروسیکلونهای ثانویه ارسال میشود. سرریز هیدروسیکلونهای ثانویه با دانهبندی ۸۶ درصد عبوری از سرند ۴۴ میکرون، خوراک مرحله شستشوی اول را تشکیل میدهد. همچنین، مجموع باطله سلولهای رمقگیر و پرعیارکنی اولیه نیز باطله نهایی مدار فلوتاسیون را تشکیل میدهند (شکل ۱).
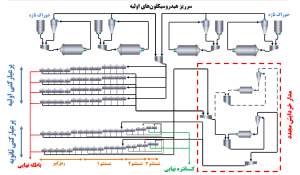
شکل ۱: مدارآسیاکنی و فلوتاسیون کارخانه پرعیارکنی یک
در این کارخانه، به منظور افزایش pH، از شیرآهک استفاده میشود. شیرآهک طبق طراحی، به ورودی آسیاهای اولیه، مجموع سرریز سیکلونهای اولیه، ورودی آسیاهای ثانویه و مجموع سرریز سیکلونهای ثانویه تزریق میشود.
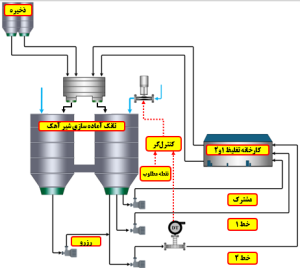
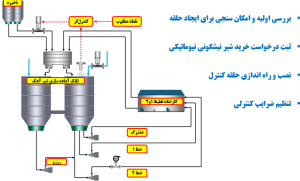
شیرآهک مصرفی در کارخانه شیرآهکسازی با درصد جامد ۱۸٪ آماده میشود و به تانکهای ذخیره (دو قلو) منتقل میگردد. شیرآهک از طریق دو خط لوله به تانکهای آمادهسازی شیرآهک موجود در کارخانه آمادهسازی منتقل میشود. در تانکهای آمادهسازی شیرآهک، آب از طریق دو خط لوله به آنها تزریق میگردد و درصد جامد به ۱۰٪ کاهش مییابد. شیرآهک آمادهشده از طریق سه خط لوله به کارخانه تغلیظ یک و دو منتقل میشود و شیرآهک باقیمانده در مسیر، به تانکهای آمادهسازی برگشت داده میشود(شکل ۲).
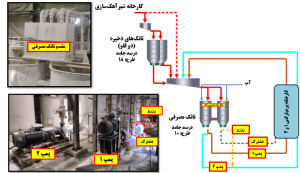
شکل ۲: معرفی مسیر انتقال شیرآهک به کارخانه تغلیظ یک و دو
همانطور که اشاره شد شیرآهک باید در ورودی هشت آسیای اولیه تزریق گردد. طبق پایش هایی که در گذشته انجام شد تزریق شیرآهک تنها در سه الی چهار آسیای اولیه انجام میشده است(شکل ۳).

شکل ۳: عدم تزریق شیرآهک در هشت اسیای اولیه
پس از بررسیهای صورتگرفته، سه چالش اصلی برای افزایش تعداد نقاط تزریق شیرآهک وجود داشت:
مورد اول: معیوب بودن شیرهای تزریق شیرآهک بود که با همت واحد تعمیرات، شیرهای معیوب تعویض و گرفتگی شیرها رفع شد.
مورد دوم: گرفتگی مسیر و لولههای تزریق شیرآهک به ورودی آسیاها بود که این مورد نیز با همت واحد عملیات کارخانه رفع عیب شد و مسیرهای تزریق شیرآهک آزاد گردید.
مورد سوم: مشکل بودن تنظیم میزان دبی شیرآهک در ورودی آسیاهای اولیه بود که این مورد نیز با طراحی و نصب شیرهای نیشگونی در مسیر تزریق شیرآهک برطرف شد(شکل ۴).
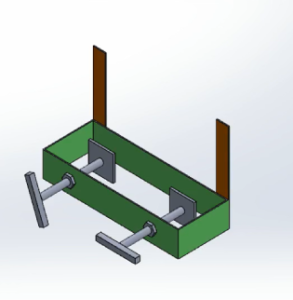
شکل ۴: طرح شیرهای نیشگونی نصب شده در مسیر تزریق شیرآهک
با انجام اصلاحات، امکان تزریق شیرآهک در ورودی هشت آسیای اولیه میسّر شد. پس از اضافه کردن نقاط تزریق شیرآهک، این نگرانی وجود داشت که با گذر زمان، تعداد نقاط تزریق شیرآهک کاهش یابد. به منظور پایداری تعداد نقاط تزریق شیرآهک، پیشنهاد کاهش درصد جامد شیرآهک مطرح گردید.
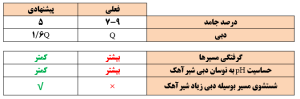
همانطور که در جدول ۱ قابل مشاهده است، با کاهش درصد جامد از ۹–۷ درصد به ۵ درصد، دبی شیرآهک تا ۶۰٪ افزایش مییابد. این موضوع باعث کاهش گرفتگی مسیرها، کاهش حساسیت pH به نوسان دبی شیرآهک و همچنین افزایش شستشوی خودکار مسیر به وسیله دبی بالای شیرآهک میشود.
جدول ۱ :تاثیر کاهش دانسیته شیرآهک
برای کاهش دانسیته شیرآهک، چهار چالش اصلی وجود داشت که با رفع این چالشها، امکان کاهش دانسیته شیرآهک میسّر شد.
مورد اول: همانطور که اشاره شد، در بالای تانکهای شیرآهک، دو خط لوله آب وظیفه تأمین آب مورد نیاز برای کاهش دانسیته شیرآهک را بر عهده دارند. یکی از این خطوط لوله دارای شیر نیوماتیکی میباشد که به دلیل عدم استفاده در مدت طولانی، نیاز به سرویس و تعمیر داشت. با همت واحد تعمیرات، سرویسکاری و تعمیر این شیر انجام شد.
مورد دوم: نگرانی از محدودیت تأمین دبی بود که این مورد نیز با اضافه شدن پمپ رزرو به مدار برطرف شد. با اضافه شدن این پمپ، برای هر کارخانه تغلیظ دو پمپ مجزا وجود خواهد داشت.
مورد سوم: نگرانی از کاهش مقدار pH در کارخانه تغلیظ دو بود. با بررسیهای انجامشده در مدار آسیاکنی این کارخانه، چهار نقطه تزریق شیرآهک در نظر گرفته شده بود که در سه نقطه آن تزریق شیرآهک انجام میگرفت و در یک نقطه به دلیل گرفتگی شیر، افزودن شیرآهک انجام نمیشد. با رفع گرفتگی از این شیر، این نگرانی نیز برطرف شد.
مورد چهارم: آخرین چالش برای کاهش دانسیته، کنترل و پایش دانسیته شیرآهک بود. تعمیر و راهاندازی دانسیتهسنج شیرآهک توسط واحد ابزاردقیق انجام شد و کالیبراسیون این تجهیز نیز صورت گرفت.
با راهاندازی شیر نیوماتیکی آب و همچنین دانسیتهسنج هستهای، امکان راهاندازی حلقه کنترل دانسیته به وجود آمد (شکل ۵).
شکل ۵: شکل شماتبک از نحوه کار و تجهیزات حلقه کنترل دانسیته شیرآهک
برای بررسی بیشتر این حلقه کنترلی به مدت یک روز فعال و عملکرد ان مورد بررسی قرار گرفت. با فعال شدن این حلقه مشاهده شد که با گذشت زمان دانسیته شیرآهک دچار نوسان میشد. به منظور رفع این عیب کالیبراسیون ضرایب کنترلی آن توسط واحد ابزاردقیق انجام شد. با اصلاح ضرایب کنترلی امکان فعال شدن و عملکرد پایدار این حلقه به وجود آمد (شکل ۶).
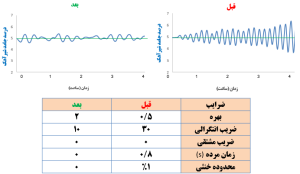
شکل ۶: تنظیم ضرایب کنترلی
در ادامه، به بررسی وضعیت دانسیته شیرآهک در دو حالت کنترل دستی و کنترل خودکار پرداخته شد.
در حالت دستی، سعی شد درصد جامد شیرآهک در محدوده ۵٪ کنترل گردد. همانطور که در شکل ۷ قابل مشاهده است، در حالت خودکار، دانسیته شیرآهک به خوبی کنترل شده است و عملکردی مناسبتر نسبت به حالت دستی داشته است.
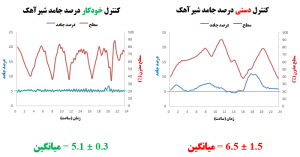
شکل ۷: مقایسه عملکرد حلقه کنترل دانسیته در مقایسه با حالت کنترل دستی
در ادامه، به بررسی تأثیر کنترل دانسیته شیرآهک بر pH پرداخته شد. در بازه یکماهه فعال بودن این حلقه، بررسی به عمل آمد و نمودار مقابل مربوط به روزی است که تغییری در تعداد و تناژ آسیاهای اولیه به وجود نیامده بود. همانطور که در شکل ۸ مشاهده میشود، در حالت دستی، میزان pH در هر دو ضلع بهصورت همزمان کاهش یا افزایش یافته است. این موضوع مربوط به نوسان در دانسیته شیرآهک میباشد. در حالت خودکار که نوسانی در دانسیته شیرآهک وجود نداشت، شاهد نوسانی در میزان pH نبودهایم.
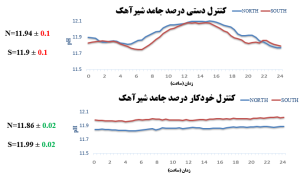
شکل ۸: تاثیر کنترل دانسیته شیراهک بر میزان pHضلع شمال و جنوب
پس از بررسی و فعال بودن یک ماهه حلقه کنترل سطح یک چالش برای استفاده پایدار از این حلقه کنترلی مشاهده شد آنهم وجود نوسان در سطح تانک های شیرآهک میباشد که باعث میشود دانسیته شیرآهک از کنترل خارج شود و امکان کنترل آن وجود نداشته باشد(شکل ۹).
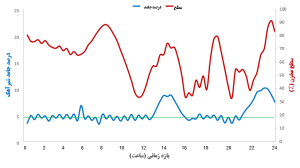
شکل ۹: از کنترل خارج شدن دانسیته شیرآهک در زمان نوسان سطح در تانکهای آمادهسازی شیرآهک
برای رفع این چالش، ایجاد یک حلقه کنترل سطح پیشنهاد میگردد. برای ایجاد این حلقه کنترلی، لازم است یک شیر نیوماتیکی در مسیر انتقال ثقلی شیرآهک از تانکهای ذخیره به تانکهای آمادهسازی نصب شود. سطح مخازن از طریق سطحسنج موجود اندازهگیری شده و به کنترلگر ارسال میگردد. سپس کنترلگر با مقایسه سطح اندازهگیریشده با نقطه مطلوب (setpoint)، فرمان کنترلی را به شیر ارسال میکند( شکل ۱۰).
شکل ۱۰: شکل شماتیک از محل نصب شیر نیوماتیکی شیرآهک و نحوه کار آن
با اضافه شدن این حلقه به مدار امکان استفاده پایدار از حلقه به وجود خواهد آمد.
خلاصه و جمعبندی
به منظور کاهش احتمال گرفتگی مسیر و شیرها، درصد جامد شیرآهک کاهش و دبی شیرآهک در نقاط تزریقی افزایش یافت.
برای کاهش و تنظیم درصد جامد شیرآهک، شیر نیوماتیکی آب و دانسیتهسنج هستهای تعمیر و راهاندازی شد. همچنین شیر تزریق شیرآهک آسیای گلولهای فاز دو رفع مشکل شد.
به منظور راهاندازی حلقه کنترل درصد جامد شیرآهک ضرایب حلقه کنترلی تنظیم شد. همچنین با کاهش نوسانات مربوط به درصد جامد شیرآهک، انحراف معیار pH در بازه یک روزه از ۰/۱ به ۰/۰۲ کاهش یافت.
میانگین و انحراف معیار تنظیم درصد جامد به صورت دستی در بازه یک روزه برابر با ۱/۵ ±۶/۵ و در حالت کنترلی برابر با ۰/۳±۵/۱ درصد است.
راهاندازی حلقه کنترل سطح برای تانکهای شیرآهک ، باعث حفظ عملکرد مطلوب حلقه کنترل درصد جامد شیرآهک میشود.





