
- در جلسه ای که روز سه شنبه به تاریخ ۳ تیر ۱۳۹۹ برگزار گردید، استراتژی حلقه کنترلی جداکننده هوایی دینامیکی بررسی شد.
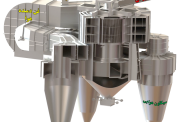
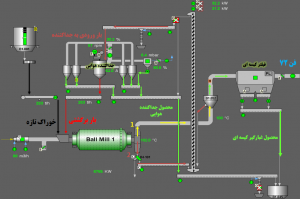
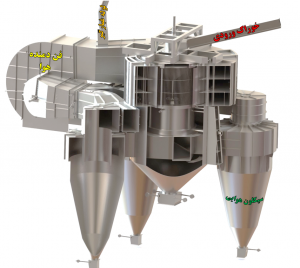
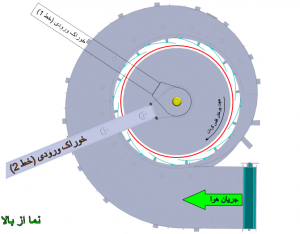
در ابتدا به معرفی مدار آسیاکنی کارخانه گندله سازی و نحوه عملکرد جداگننده هوایی پرداخته شد.
هدف از استاندارد سازی جداکننده هوایی این است که یک تناژ حداکثری به این جداکننده داده شود و در مقابل این جداکننده یک محصول با بلین مناسب و یکنواختی را تحویل دهد و در بار برگشتی نیز کمترین ذرات ریز( مناسب محصول) وجود داشته باشد. وجود ذرات ریز همراه با بار برگشتی باعث کاهش ظرفیت آسیاکنی میگردد. همچنین باعث تولید نرمه بیشتر و در نهایت پایین آمدن کارایی جداکننده و مشکلاتی در فرایندهای پایین دستی که دیسک های تولید گندله و کوره بلند است نیزمیشود. جهت کاهش دنباله روی ذرات باید کارایی جداکننده را افزایش داد و برای داشتن محصولی بابلین مناسب و یکنواخت میبایست استراتژی حلقه کنترلی مناسبی را فراهم آورد. هدف از این ارائه، بررسی استراتژی مناسب حلقه کنترلی این جداکننده بود.
بلین محصول جداکننده هوایی به صورت کلی به چهار پارامتر زمان ماند مواد داخل آسیا، حجم هوای در گردش درون جداکننده هوایی، زاویه صفحات راهنما و دور قفس گردان بستگی دارد.
با اتومات بودن حلقه کنترل فشار مدار آسیاکنی، زمان ماند مواد داخل آسیا ثابت شده و اخلال های ورودی به مدار آسیاکنی نمیتواند زمان ماند مواد داخل آسیا را تغییر دهد و نهایتا بلین خروجی از آسیا ثابت میشود. دومین پارامتر تاثیر گذار بر روی بلین نهایی حجم هوای در گردش درون جداکننده است. با افزایش این حجم هوای در گردش، با فرض ثابت ماندن سرعت قفس گردان، ذرات بزرگتری میتوانند به داخل قفس راه یابند و نهاینا محصول درشت تر میگردد، چون حداکثر کارایی جدایش در حداکثر حجم هوا بدست می اید بنابراین نهایتا این حجم هوا در حداکثر گذاشته خواهد شد و ثابت میگردد. سومین پارامتر زاویه صفحات راهنما است که بصورت کلی هرچقدر زاویه این صقحات راهنما کاهش یابد محصول ریزتری فراهم میگردد. چون زاویه صفحات راهنما بر روی توزیع هوا در اطراف قفس کردان و محفظه حلزونی تاثیر گذار نیز هست و هدف این است که با تنظیم مناسب زاویه این صفحات توریع هوای یکنواختی در منطقه جدایش ایجاد نمود بنابراین بعداز فهمیدن زاویه مناسب این صفحات، یکبار برای همیشه تنظیم میگردد . آخرین پارامتر سرعت قفس گردان است، با افزایش سرعت قفس گردان محصول ریزتر و با کاهش سرعت قفس محصول درشت تر میگردد.
حلقه کنترل فعلی این جداکننده هوایی بدین صورت است که باربرگشتی بادور قفس گردان در یک حلقه قرار گرفته است بدین صورت که یک عدد مطلوب برای بار برگشتی تعیین میشود و سرعت قفس گردان آنقدر تغییر میکند که بار برگشتی ثابت بماند. بنابراین در این حلقه کنترلی بار برگشتی ثابت است و دور قفس گردان که برروی بلین محصول نهایی تاثیر گذار است، متغیر است.
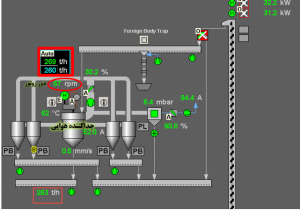
نوسان های ورودی به سیستم، خود را در توان بالابر سطلی ۳۱ که بعداز آسیا قرار گرفته است و کار خوراک دهی به جداکننده هوایی را بر عهده دارد نشان میدهد. این نوسان های ورودی به جداکننده هوایی باعث تغییر دور قفس گردان( برای ثابت ماندن تناژ باربرگشتی) میشود. نوسان های ورودی به سیستم مثل نوسان در رطوبت و دانه بندی باید یکجا از بین بروند. از طرفی در تمام مدار های آسیاکنی بار برگشتی یک پارامتر تاثیر گذار و مهمی است که باید متغیر باشد چرا که برگشتی جایی است که قرار است این نوسانات ورودی در آن جا از بین بروند. حال وقتی برگشتی ثابت گذاشته میشود نوسان های ورودی مجبورند خود را در خروجی که محصول است صفر کنند.

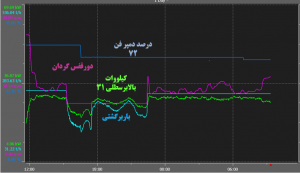
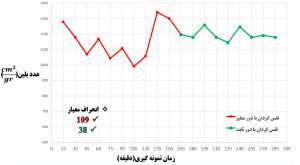
بنابراین طی چند سری این حلقه کنترلی در حالت دستی گذاشته شد و دور قفس ثابت گردید و باربرگشتی متغیر شد. همانطور که در شکل زیر مشخص است نوسان های ورودی به سیستم که خود را در توان بالابرسطلی نشان میدهند تماما در بار برگشتی افتاده است و دقیقا یک روند مشابه را طی میکنند.
طی چند سری نمونه گیری با فرکانس بالا( هر ۱۵ دقیقه یکبار) از محصول این جداکننده هوایی در دور قفس متغیر و ثابت در روز های مختلف نشان داده شد نوسان بلین محصول در دور قفس ثابت بسیار پایین تر از دور متغیر است.
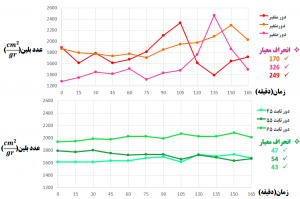
همچنین این نمونه گیری پشت سر هم نیز انجام شد، یعنی در مدت ۵ ساعت نمونه گیری با فرکانس بالا، در ۲٫۵ ساعت اول نموته گیری با دور متغیر انجام شد و۲٫۵ ساعت بعدنیز نمونه گیری با دور قفس ثابت انجام گردید. همانطور که مشخص است نوسان بلین در دور قفس گردان ثابت به مراتب از دور قفس متغیر پایین تر است.
بنابراین استراتژی مناسب حلقه کنترلی جداکننده هوایی بدین صورت خواهد بود که دور قفس ثابت میگردد و این دور بر اساس بلین نهایی تنظیم میشود و اگر بلین پایین بود، دور قفس افزایش داده میشود و اگر بلین بالا بود، دور قفس کاهش داده میشود. با ثابت کردن دور قفس گردان، برگشتی نیز متغیر میشود و برای این منظور مجموع تناژ تازه و برگشتی به آسیا باید در یک محدوه نگه داشته شود و اگر چنانچه از این محدوده خارج شد آنگاه تنآژ تازه تغییر میکند تا این محدوده حفظ شود.
){kind=link}
در جلسه ای که روز سه شنبه به تاریخ ۱۶ اردیبهشت ۱۳۹۹ بر گذار گردید، مواد انباشته شده در محفظه حلزونی و مارپیچی و همچنین مشکل یکطرفه ریختن بار در اطراف قفس گردان بررسی گردید.
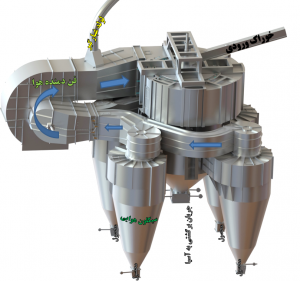
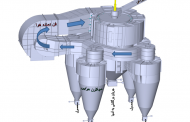
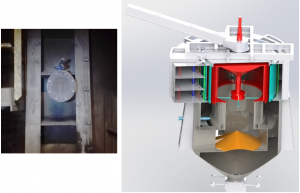
در ابتدا به معرفی اجزای تشکیل دهنده و نحوه عملکرد جداکننده هوایی پرداخته شد.
 پس از معرفی نحوه عملکرد جداکننده هوایی، مواد انباشته شده در قسمت های مختلف جداکننده بررسی گردید. اینکه چگونه وجود این مواد باعث پایین آمدن کارایی جداش می شود و دلیل این نشست مواد چیست و چگونه میتوان از جمع شدن مواد جلوگیری کرد.
پس از معرفی نحوه عملکرد جداکننده هوایی، مواد انباشته شده در قسمت های مختلف جداکننده بررسی گردید. اینکه چگونه وجود این مواد باعث پایین آمدن کارایی جداش می شود و دلیل این نشست مواد چیست و چگونه میتوان از جمع شدن مواد جلوگیری کرد.
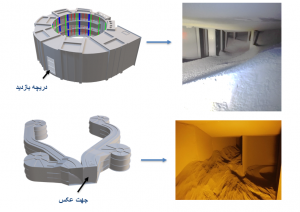
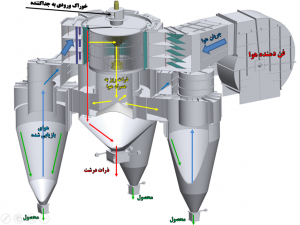
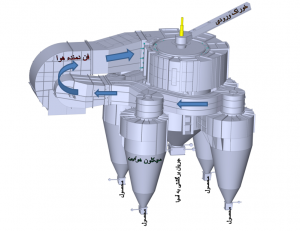
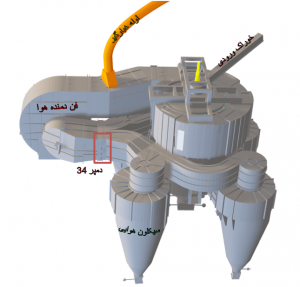
از جمله دلایل نشست مواد میتوان به پایین بودن کارایی جدایش، پایین بودن سرعت هوا در منطقه جدایش، پایین بودن کارایی سیکلون ها و برگشت ته ریز فیلتر کیسه ای ۸۲( با عدد بلین دو برابر بلین محصول) به داخل جداکننده هوایی نام برد. جهت افزایش کارایی جدایش، جریان هوا باید به صورت یکنواخت و حداکثری در منطقه جدایش فراهم شود و جریان مواد نیز باید بصورت یکنواختی در اطراف قفس گردان توزیع گردد. برای اینکه جریان هوا تا آخر محفظه حلزونی ثابت بماند، صفحات راهنما که در اطراف قفس گردان قرار گرفته اند باید به صورت مناسب تنظیم گردند.
با افزایش بازشدگی دمپر ۳۴، سرعت هوا افزایش یافته و علاوه بر اینکه از نشست مواد در محفظه حلزونی و مارپیچی جلوگیری می شود، باعث افزایش کارایی جدایش و کارایی سیکلون ها نیز میگردد.
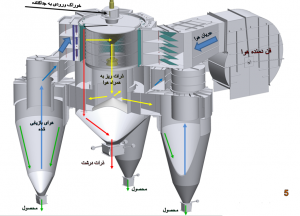
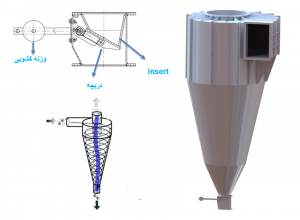
برای اینکه سیکلون های هوایی بتوانند تمام ذرات بالای ۲۰ میکرون را به ته ریز ارسال کنند، سرعت جریان ورودی به سیکلون باید تاحد ممکن زیاد شود، که این افزایش سرعت نیز بوسیله افزایش بازشدگی دمپر ۳۴ صورت میگیرد. در ته ریز دریچه های پاندولی باید بتوانند از مکش هوا به داخل سیکلون جلوگیری کنند، در غیر این صورت بخشی از مواد به دلیل اغتشاشی که در ته ریز ایجاد میشود به جریان هوا بازگشته و نهایتا وارد سرریز میشوند.
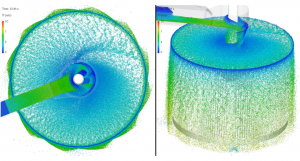
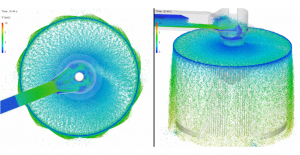
هوای ارسالی از سمت فن، وارد محفظه حلزونی شده و قرار است که بصورت یکنواختی در اطراف قفس گردان بچرخد. بنابراین جریان مواد که مخلوط ذرات ریز و درشت است نیز، باید بصورت کاملا یکنواختی در اطراف قفس گردان توزیع شوند، زیرا در غیر اینصورت کارایی جدایش پایین آمده و مواد به اشتباه تقسیم شده خواهیم داشت.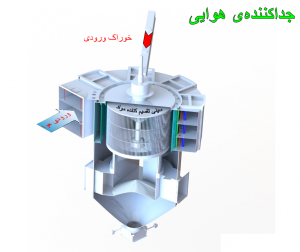
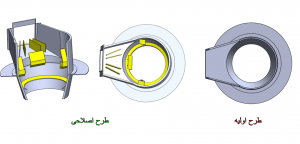
در کارخانه گندله سازی ۱ شرکت معدنی و صعتی گل گهر، دو خط موازی وجود دارد که در این دو خط ،جداکننده ها از نظر هندسه کاملا شبیه به یکدیگر هستند ولی از نظر زاویه ورود خوراک با یکدیگر متفاوت اند. با توجه به نحوه ورود خوراک متوجه این موضوع شده که مواد بصورت یکنواختی در اطراف قفس گردان توزیع نمیشوند، برای اینکه مقدار و اینکه در کدام قسمت ها مواد بیشتر ریخته میشود، نحوه ورود خوراک به داخل جداکننده حط ۲ شبیه سازی گردید. همانطور که مشخص است بیشتر جریان مواد به یکطرف سینی کشیده میشود.
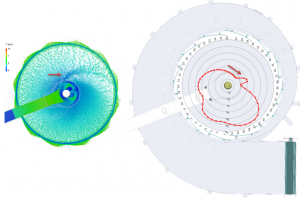
بر روی طرح اصلاحی اولیه نیز شبیه سازی انجام گرفت و مشخص گردید جریان مواد با گذاشتن تیغه هایی در کانال ورودی به جداکننده، میتواند بصورت یکنواختی توزیع گردد. در طرح نهایی، مواد بصورت کاملا یکنواخت توزیع خواهند شد.
در آخر هم کاربرد لوله هوای تازه بررسی گردید. این لوله که به بدنه جداکننده وارد شده است با ورود هوا، از نشست مواد بین قفس گردان و محفظه ثابت پایین آن جلوگیری میکند. نشست مواد بین این دو قسمت، باعث سایش قفس گردان و فشار آمدن به موتور قفس گردان خواهد شد. در حال حاضر این لوله کاملا از مواد پر شده است و هوایی به داخل مکش نمیشود.
){kind=link}
آخرین نظرات
امیرحسین مهدیان در: چهارصد و هشتاد و ششمین جلسه هفتگی مرکز تحقیقات فرآوری مواد کاشیگر (استانداردسازی راهبری مدار کارخانه مولیبدن)
با سلام و احترام. تشکر از شما و راهنمایی شما. بله امولسیون گازوئیل و آب باعث بهت ...
امین حبیبی در: چهارصد و هشتاد و ششمین جلسه هفتگی مرکز تحقیقات فرآوری مواد کاشیگر (استانداردسازی راهبری مدار کارخانه مولیبدن)
سلام وقت بخیر و خداقوّت. بسیار کار ارزشمندی انجام شده. فقط بررسی تاثیر یک تغییر ...
میلاد کریمی در: مجموعه کتب استانداردسازی راهبری کارخانهها از طریق بازرسی فرآیند
عالی ...
مهدی غروی در: انتخاب دکتر صمد بنیسی به عنوان هیات علمی برگزیده در همکاری با جامعه و صنعت در سال ۱۴۰۴ از سوی وزارت علوم، تحقیقات و فناوری
توفیقات استاد عزیز و گرامی روزافزون باد ...
m.talebiyazd@gmail.com در: جلسه هفتگی استانداردسازی فرآیندها در کارخانه گلگهر: عیب یابی فرآیندی سلولهای فلوتاسیون ومکو خطوط تولید کنسانتره ۵، ۶ و ۷ شرکت معدنی و صنعتی گلگهر
سلام وقت بخیر . پی اچ آب فلوتاسیون کارگاه ( جهت استخراج فلز ) باس بالای ۹ باشه . ...