

این جلسه مورخ ۰۶/۰۲/۱۴۰۵ با موضوع استانداردسازی راهبری مدار کارخانه مولیبدن برگزار گردید. موضوعات بررسی شده در این جلسه شامل بررسی ساخت امولسیون گازوئیل و آب با روش فشار بالا و تاثیر آن بر شناورسازی مولیبدن بود.
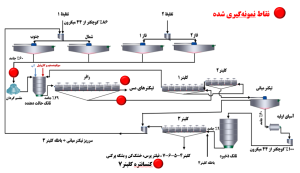
مدار کارخانه مولیبدن به این صورت است که خوراک از تهریز تیکنرهای مس-مولیبدن شمال و جنوب و همچنین فاز ۱ و ۲ تامین و از آنجا به مقسمی هدایت میشود که این مقسم وظیفه باردهی به ۲ مقسم گردان را به عهده دارد. پس از آن هر مقسم گردان وظیفه خوراکدهی به ۴ تانک حالت دهنده را بر عهده دارد. در تانکهای حالت دهنده، مواد شیمیایی همچون سولفید سدیم، گازوئیل و آب اضافه میگردد. سپس، با درصد جامد ۲۹ وارد سلول های پرعیارکنی اولیه میشود. در کارخانه مولیبدن کنسانتره هر مرحله به مرحله بعد و باطله هر مرحله نیز به مرحله قبل خود ارسال میگردد. باطله مرحله پرعیارکنی اولیه به عنوان باطله نهایی کارخانه مولیبدن به سمت تیکنر های مس ارسال و کنسانتره مرحله پرعیارکنی اولیه وارد مرحله شستشو شده که شامل ۷ مرحله شستشو بوده و پس از طی این ۷ مرحله شستشو کنسانتره مرحله شستشو ۷ به عنوان کنسانتره نهایی وارد تیکنر های نهایی شده و ته ریز این تیکنر ها وارد ساختمان فیلترپرس و خشک کنی و در نهایت بشکه پرکنی میگردد (شکل ۱).
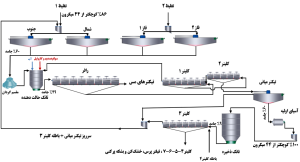
شکل ۱: مدار کارخانه مولیبدن طبق طراحی
در ابتدا در مورد تاثیر اندازه ذرات بر بازیابی مولیبدن صحبت گردید. که طی بررسی های اولیه در سال ۱۹۹۴ که توسط کاسترا و مایتا صورت گرفت، به این نتیجه رسیدند که با کاهش ابعاد تا ذرات کمتر از ۲۰ میکرون شناوری ذرات مولیبدن دچار افت شده و بازیابی مولیبدن کاهش میابد. همچنین مهندس حبیبی در سال ۱۴۰۰ بر روی باطله مولیبدن کار کردند که دریافتند سهم هدرروی ذرات مولیبدن در باطله کارخانه مولیبدن در ابعاد کمتر از ۱۰ میکرون حدود ۴۰ درصد میباشد (شکل ۲).
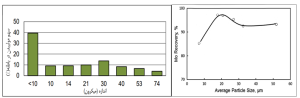
شکل ۲: بررسی تاثیر اندازه ذرات بر شناورسازی مولیبدن
مولیبدنیت از دیدگاه ترشوندگی ماهیتی دوگانه دارد: صفحات لایهای (Basal planes) عموماً آبران و لبهها (Edge sites) تمایل بیشتری به آبدوستی نشان میدهند؛ ازاینرو اصلاح سطحی برای تقویت آبگریزی مؤثرِ ذرات، بهویژه در ابعاد ریز، اهمیت پیدا میکند. در عمل، گازوئیل بهعنوان یک کمککلکتور هیدروکربنی ساده و در دسترس، سالها در مدارهای مولیبدن بهکار رفته است تا با ایجاد فیلم نازک روغنی روی ذرات، احتمال برخورد مؤثر به حباب افزایش یابد. با این حال، نامحلولبودن گازوئیل در آب و گرایش آن به تشکیل فاز جداگانه، میتواند انتقال جرم و یکنواختی توزیع آن در محیط پالپی را محدود کند و در نتیجه بازده استفاده از آن کاهش یابد.در پاسخ به این چالش، امولسیونسازی گازوئیل روشی مؤثر برای افزایش سطح تماس مؤثر با ذرات و توزیع یکنواختتر فاز آلی در محیط پالپی معرفی شده است (شکل ۳).
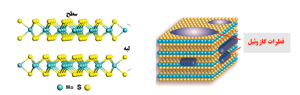
شکل ۳: اثر گازوئیل بر روی شناوری مولیبدن
در فرآوری مواد معدنی، دستیابی به بازیابی مطلوب فلزات ارزشمندی مانند مولیبدن و مس اهمیت زیادی دارد. یکی از رویکردهای نوین در این زمینه، استفاده از گازوئیل امولسیون شده است که به دلیل ویژگیهای فیزیکی خاص خود میتواند بر رفتار کانیها در فرآیند فلوتاسیون اثر بگذارد. گازوئیل بهعنوان یک ترکیب هیدروکربنی غیرقطبی در آب نامحلول بوده و به دلیل چگالی کمتر، بر سطح آن شناور میشود و یک سیستم دوفازی ایجاد میکند. این پدیده اگرچه ممکن است با تشکیل لایهای روی ذرات معدنی، مانع تماس کامل آنها با کلکتورها و در نتیجه کاهش بازیابی شود، اما امولسیونسازی گازوئیل راهکاری مؤثر برای رفع این محدودیت به شمار میرود. در این روش، قطرات ریز گازوئیل به کمک همزدن مکانیکی یا افزودن سورفکتانتها در محیط آبی پراکنده میشوند که این امر سبب افزایش سطح تماس، بهبود برهمکنش با کانیها و ارتقای کارایی فرآیند میگردد. بدین ترتیب، استفاده از گازوئیل امولسیون شده میتواند نقش مهمی در بهبود بازیابی مولیبدن و مس ایفا کند، بهویژه در شرایطی که ویژگیهای سطحی کانیها پایداری امولسیون را تسهیل مینماید. روشهای ساخت امولسیون را میتوان به چهار دسته تقسیم کرد:
۱.روش شیمیایی با امولسیفایر: استفاده از سورفکتانتهای غیریونی مانند Tween20 باعث کاهش کشش سطحی و تشکیل قطرات ریز و پایدار گازوئیل میشود اما هزینه بالا، چالشهای زیستمحیطی و پیادهسازی صنعتی پیچیده از محدودیتهای آن است (شکل ۴).

شکل ۴: استفاده از مواد شیمیایی جهت ساخت امولسیون
۲.روش مکانیکی: شامل همزدن با دور بالا برای ایجاد پراکندگی گازوئیل در آب است؛ روشی ساده اما با پایداری محدود و توزیع غیریکنواخت قطرات.
۳.روشهای پرفشار مانند پمپ ورتکس و اسپری دیزل: در این روشها با اعمال فشار بالا، قطرات به اندازههای کوچکتر شکسته میشوند؛ اما در مقیاس صنعتی، این سیستمها با مشکلاتی همچون عدم پایداری، نوسانات فشار و ناایمنی مواجهاند (شکل ۵).

شکل ۵: استفاده از روش پمپ ورتکس و اسپری دیزل جهت ساخت امولسیون گازوئیل و آب
روش چهارم نیز استفاده از پمپ فشار بالا جهت ساخت امولسیون بود که در جلسه به آن پرداخته شد:
- ساخت امولسیون گازوئیل – آب به روش فشار بالا
در این تحقیق، از یک سامانه ساده جهت تولید امولسیون گازوئیل بدون استفاده از امولسیفایر استفاده شد. این سامانه شامل یک تانک آمادهسازی، پمپ فشار بالا، لوله برگشتی همراه با نازل و مسیر تزریق امولسیون به مدار بود. در این فرآیند، آب و گازوئیل ابتدا به نسبت مشخص در تانک ترکیب شده و سپس به کمک پمپ به نازل هدایت میشوند. در مسیر برگشت، با عبور از نازل، تلاطم و برش شدید ایجاد شده و ذرات گازوئیل به قطرات ریز تبدیل میشوند (شکل ۶ و ۷).
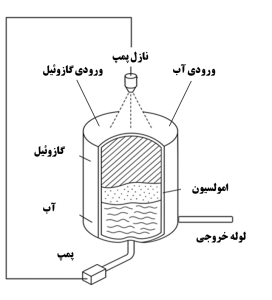
شکل ۶: شماتیک امولسیونسازی با فشار بالا

شکل ۷ : امولسیونسازی با پمپ فشار بالا در واقعیت
همچنین جهت بررسی امکانسنجی و پایداری امولسیون ساخته شده از آن نمونهبرداری صورت گرفت که برای مدت حداقل ۲ ساعت از پایداری مناسبی برخوردار بود (شکل۸).

شکل ۸: بررسی پایداری امولسیون ساخته شده بعد از ۲ و ۴۸ ساعت
برای ارزیابی تأثیر گازوئیل امولسیونشده بر عملکرد مدار، دو حالت عملیاتی مورد مقایسه قرار گرفت:
حالت نخست: عملکرد عادی مدار با تزریق مستقیم گازوئیل بهصورت معمولی
حالت دوم: عملکرد مدار در شرایط مشابه با تزریق گازوئیل امولسیونشده
در هر دو حالت، سایر متغیرهای عملیاتی از جمله دبی جریان، ترکیب شیمیایی و دوز مواد ثابت نگه داشته شد. بهمنظور مقایسه میدانی، نمونههایی از خوراک، کنسانتره و باطله در دو وضعیت برداشت شده است.
نمونهبرداری از جریانهای کلیدی شامل خوراک، کنسانتره نهایی و باطله نهایی انجام شد. در هر وضعیت عملیاتی، پنج نمونه در بازههای یکساعته برداشت شده و بهمنظور تحلیل آماری دقیقتر، میانگینگیری روی نتایج انجام شد. اندازهگیری دانهبندی ذرات با استفاده از سیکلوسایزر و تعیین عیار مولیبدن به روش XRF انجام گرفت (شکل ۹).
شکل ۹: نقاط نمونهگیری جهت بررسی اثر تزریق امولسیون گازوئیل
جهت ارزیابی اثر امولسیونسازی، شاخصهای زیر بهعنوان ملاکهای عملکرد مدار در نظر گرفته شد:
عیار مولیبدن در خوراک، کنسانتره نهایی و باطله نهایی
بازیابی کلی مولیبدن بر اساس موازنه جرمی
اندازهی ۷۰ درصد عبوری (P₇₀) در کنسانتره و باطله
نتایج نمونهبرداری از خوراک، کنسانتره نهایی و باطله نهایی مدار فلوتاسیون کارخانه مولیبدن طی بازه زمانی دو ساعته،. مقایسه پارامترهای عملکردی در دو وضعیت فلوتاسیون استاندارد و فلوتاسیون با گازوئیل امولسیونشده بهشرح زیر است:
- عیار مولیبدن در خوراک از ۰/۶ % در حالت استاندارد به ۰/۵۶ % در زمان نمونه برداری در حالت امولسیونشده کاهش یافته است.
- با این حال، عیار کنسانتره نهایی از ۵۱/۱۸ به ۵۱/۸۷ % افزایش یافته است.
- عیار مولیبدن در باطله نهایی نیز از ۰/۱۳۹ به ۰/۱۲۵ % کاهش یافته است.
- در نهایت، بازیابی مولیبدن از ۷۷/۲ به ۷۸/۱ % افزایش داشته است.
این نتایج بیانگر آن است که علیرغم کاهش کیفیت اولیه خوراک، عملکرد فرآیند جدایش ثابت بوده و حتی مقداری بهبود یافته است. این امر نشان میدهد که استفاده از گازوئیل امولسیونشده، علاوه بر کاهش مصرف و هزینههای جاری تولید، موجب افزایش کارایی سینتیکی جذب مولیبدنیت بر روی حبابها و افزایش پایداری فرآیند شناورسازی شده است.
بر اساس نتایج حاصل از آنالیز دانهبندی ذرات، اندازه ذرات ۷۰ درصد عبوری (P70) در کنسانتره رافر از ۲۷/۵ میکرون در حالت استاندارد به ۱۵/۹ میکرون در حالت امولسیونشده کاهش یافته است. کاهش قابلتوجه P70 در کنسانتره نشاندهنده بهبود جدایش ذرات ریز است که در حالت معمول، احتمال بازیابی پایینتری دارند (شکل۱۰).
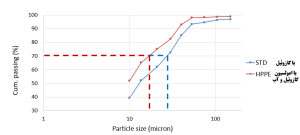
شکل۱۰:مقایسه دانهبندی کنسانتره رافر در فلوتاسیون با گازوئیل امولسیون شده
در مقابل، اندازه P70 در باطله رافر از ۳۹/۲ میکرون به ۴۴/۵ میکرون افزایش یافته است که نشاندهنده کاهش مقدار ذرات ریز در باطله است. این موضوع اثبات میکند که ذرات ریز مولیبدنیت در حضور امولسیون با کارایی بالاتری بازیابی شدهاند (شکل۱۱).
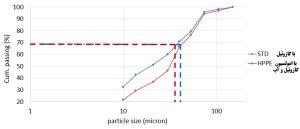
شکل۱۱: مقایسه دانهبندی باطله رافر در فلوتاسیون با گازوئیل امولسیون شده
بهطور کلی، این تغییرات نشان میدهند که گازوئیل امولسیونشده نهتنها باعث بهبود نرخ جذب ذرات ریز شده، بلکه منجر به کاهش پراکندگی ابعادی در کنسانتره و افزایش پایداری عملکرد مدار گردیده است.
در طی چهار روز آمادهسازی و تزریق امولسیون گازوئیل–آب، تلاش شد چالشهای فرایند شناسایی و برای هر یک راهکارهای مناسب ارائه شود. در مرحله نخست، پیشنهاد میشود مسیر تزریق از جنس پلیاتیلن انتخاب شود تا از زنگزدگی و خوردگی جلوگیری گردد. برای آمادهسازی امولسیون نیز استفاده از دو مخزن استیل مقاوم به خوردگی توصیه میشود تا امکان تزریق پیوسته بدون کاهش دبی فراهم شود.
از جمله مهمترین چالشهای اجرای پیوسته این طرح، افت فشار در پمپ تزریق است که باید با انتخاب صحیح پمپ، کنترل ویسکوزیته امولسیون و تنظیم دقیق مسیر جریان مورد توجه قرار گیرد.






2 دیدگاه
امین حبیبی
سلام وقت بخیر و خداقوّت. بسیار کار ارزشمندی انجام شده. فقط بررسی تاثیر یک تغییر در شرایط کارخانه(مخصوصا کارخانه مولیبدن که تحت تاثیر عوامل زیادی است!) بسیار سخت هست، حتی گاهی اشتباهن نتیجه عکس نشان میدهد. کاش در شرایط آزمایشگاهی هم مورد بررسی قرار گرفته بود. آیا با افزایش مصرف گازوئیل بصورت امولسیونی نیز مانند حالت عادی باعث کچلی سلول میشود؟
امیرحسین مهدیان
با سلام و احترام. تشکر از شما و راهنمایی شما. بله امولسیون گازوئیل و آب باعث بهتر پخش شدن آن در پالپ میگردد و در صورتی که مصرف آن افزایش باید مانند اثر گازوئیل به صورت عادی باعث افت سطح کف سلول یا به اصطلاح کچلی می شود.