

ارائه در دنیا چه خبر! (حلقه بسته کنترلی چه زمانی باز میشود؟ و چه زمانی باید باز شود؟)
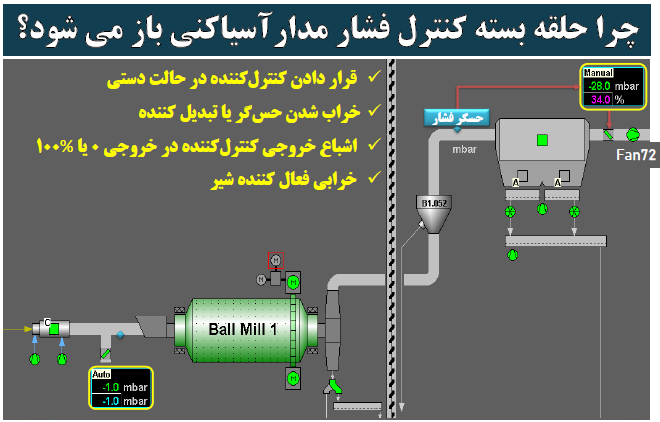
حلقه بسته به این معنا که با اندازه گیری خروجی، تغییر در سیستم داده شود. باز یعنی بدون توجه به اندازه گیری پارامتر، فرآیند ادامه پیدا کند. حلقه بسته انجام کنترل است و زمانی لازم است که حلقهی بسته، حلقه باز شود. مدار آسیاکنی گندله سازی خشک است و سیال هوا میباشد. مکانیزمهای این آسیا نرمکنی و طبقه بندی میباشد. انرژی صرف خردایش مواد شود. اساس جدایش سرعت هوا در آسیا میباشد. پس جهت کار بهینه لازم است تا این سرعت هوا بصورت بهینه تنظیم گردد. جهت تنظیم این سرعت، در طراحی اختلاف فشار مطلوب نقاط مختلف این مدار با روابط و کالیبراسیون خاص سرعت لازم تامین میشود. از دلایل اینکه حلقه بسته کنترل فشار مدارآسیاکنی گندله، حلقه باز میشود: قراردادن کنترلکننده در حالت دستی، خراب شدن حسگر یا تبدیل کننده، اشباع خروجی کنترل کننده در خروجی ۰ تا ۱۰۰ درصد،خرابی فعال کننده دمپر. همه حلقههای کنترل دارای حالت خاص هستند و لازم است که از حالت خودکار فقط در شرایط خاص تغییر وضعیت دهد.چگونه زمان انتقال از کنترل اتوماتیک به دستی تشخیص داده میشود؟تشخیص شرایط خاص با استفاده از اندازهگیریها-استفاده از تغییر روند بعضی از اندازهگیریها
ارائه بازرسی فرآیند شماره ۲۹ کارخانه گندلهسازی شماره۱ شرکت معدنی و صنعتی گلگهر با موضوع استانداردسازی حلقه کنترل فشار مدارآسیاکنی
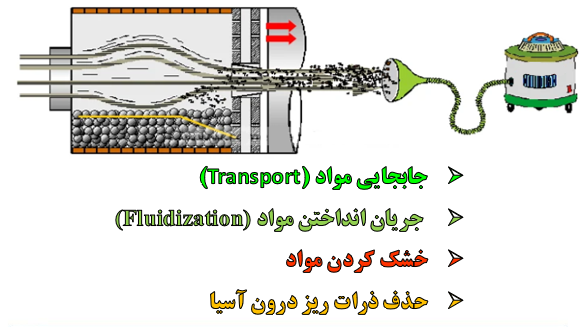
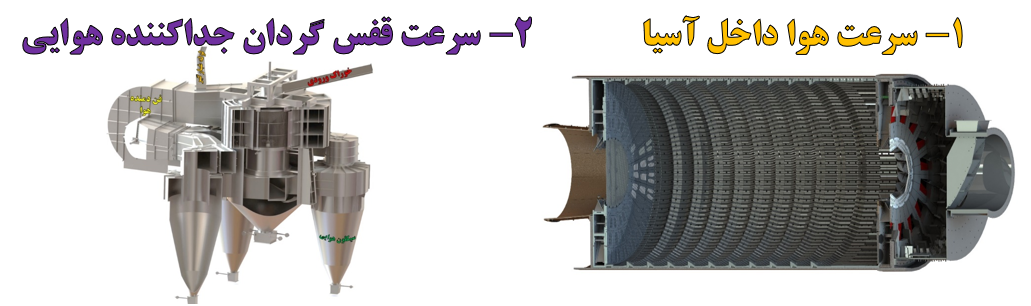
باتوجه به اینکه مدار آسیاکنی کارخانه گندله سازی مدار خشک است، هوا در این مدار بسیار مهم و تعیین کننده است. از جمله وظایف اصلی جریان هوا در آسیا خشک میتوان به: ۱- جابجایی مواد ۲- به جریان انداختن مواد ۳-خشک کردن مواد ۴-حذف ذرات ریز درون آسیا اشاره کرد.
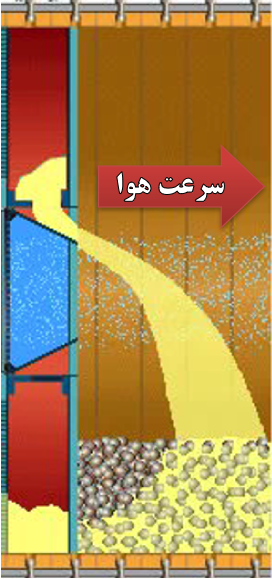
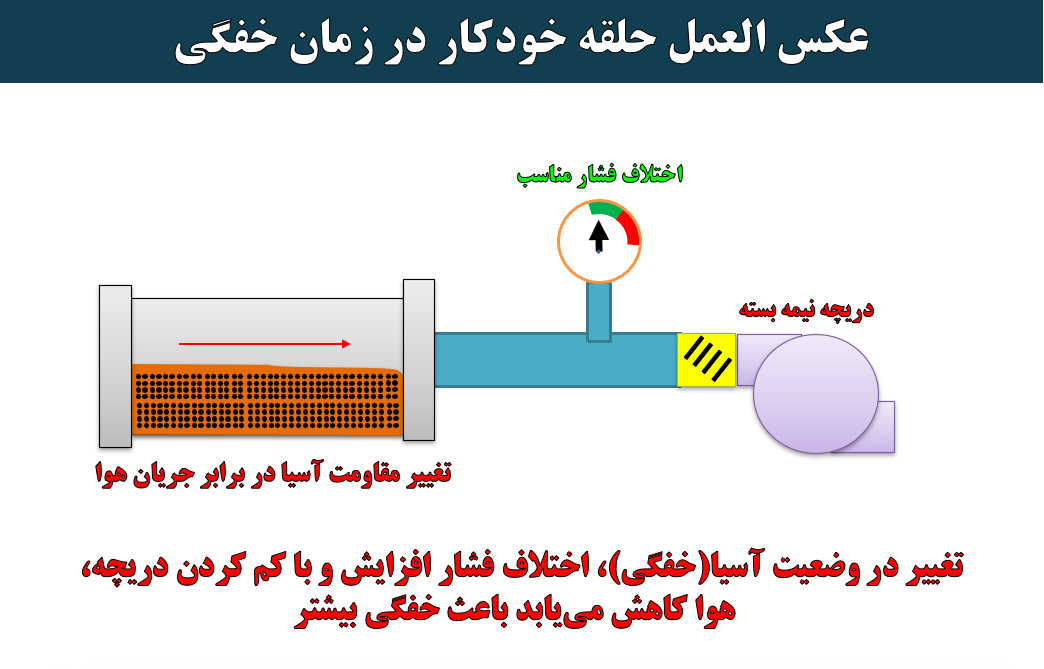
در اثر حرکت آسیا مواد درون آسیا شکل سیال پیدا میکنند و ویسکوزیته این سیال سبب میشود که هر جز از آسیا، مقاومتی در برابر حرکت مواد است. مواد به بین گلوله ها منتقل شده و بدلیل مقاومت گلوله در برابر جریان مواد، زمان ماند تعیین میشود. اگر مواد بیش از اندازه به آسیا وارد شود و یا اگر مواد بواسطه نامناسب بودن جریان هوا از آسیا خارج نشوند، شکل بار و گلوله ها گسترده میشوند و کارایی خردایش در آسیا کاهش مییابد و در نتیجه به خفگی و توقف عملیات میانجامد. سرعت هوا پارامتری مهم و تعیین کننده در زمان ماند مواد در داخل آسیا، جلوگیری از خردایش بیش از حد ذرات ریز و جلوگیری از پوشیده شدن گلولهها با مواد است.

در نهایت میتوان از مزیت های سرعت مناسب هوا در آسیا به موارد: ۱- بهبود در فرآیند خروج گرما از درون آسیا و محافظت از تجهیزات مکانیکی آسیا، ۲- حذف بهتر رطوبت در فرآیند خشککنی، ۳-افزایش ظرفیت و کارایی خردایش در آسیا اشاره کرد.
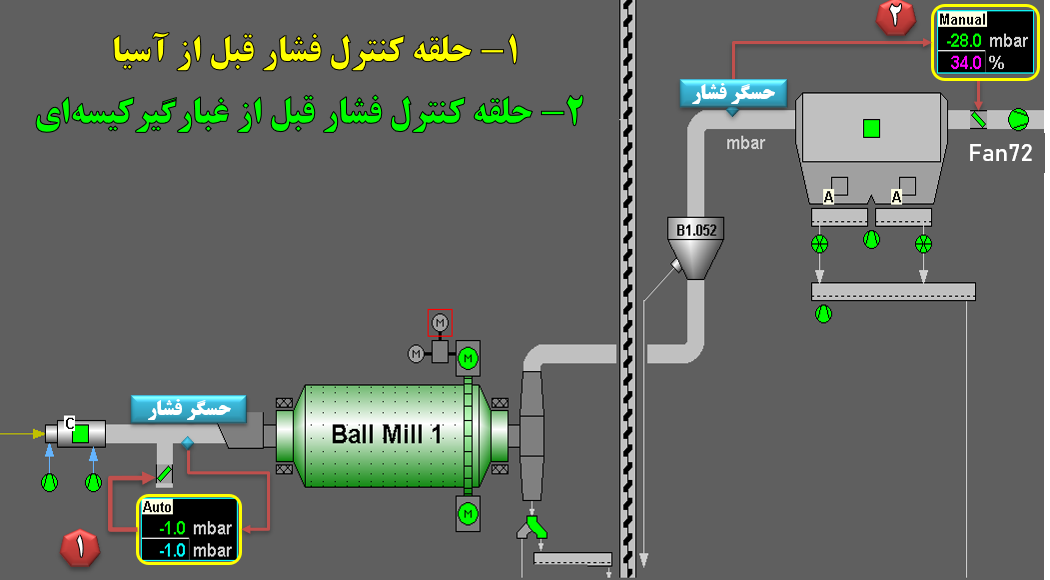
جهت کنترل این هوا در مدارآسیاکنی دو حلقه کنترل فشار قبل و بعد از آسیا در نظر گرفته شده است.
بنابراین بر اساس طراحی پارامترهای اصلی در کنترل بلین با تناژ ثابت سرعت هوا در آسیا و سرعت قفس گردان جداکننده هوایی میباشد.
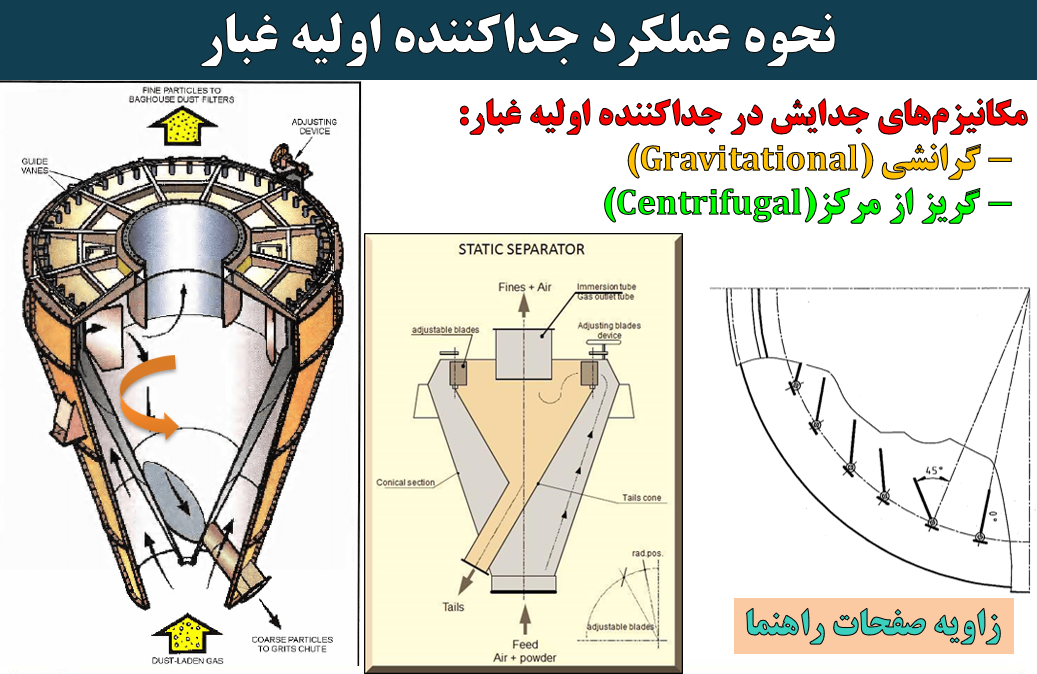
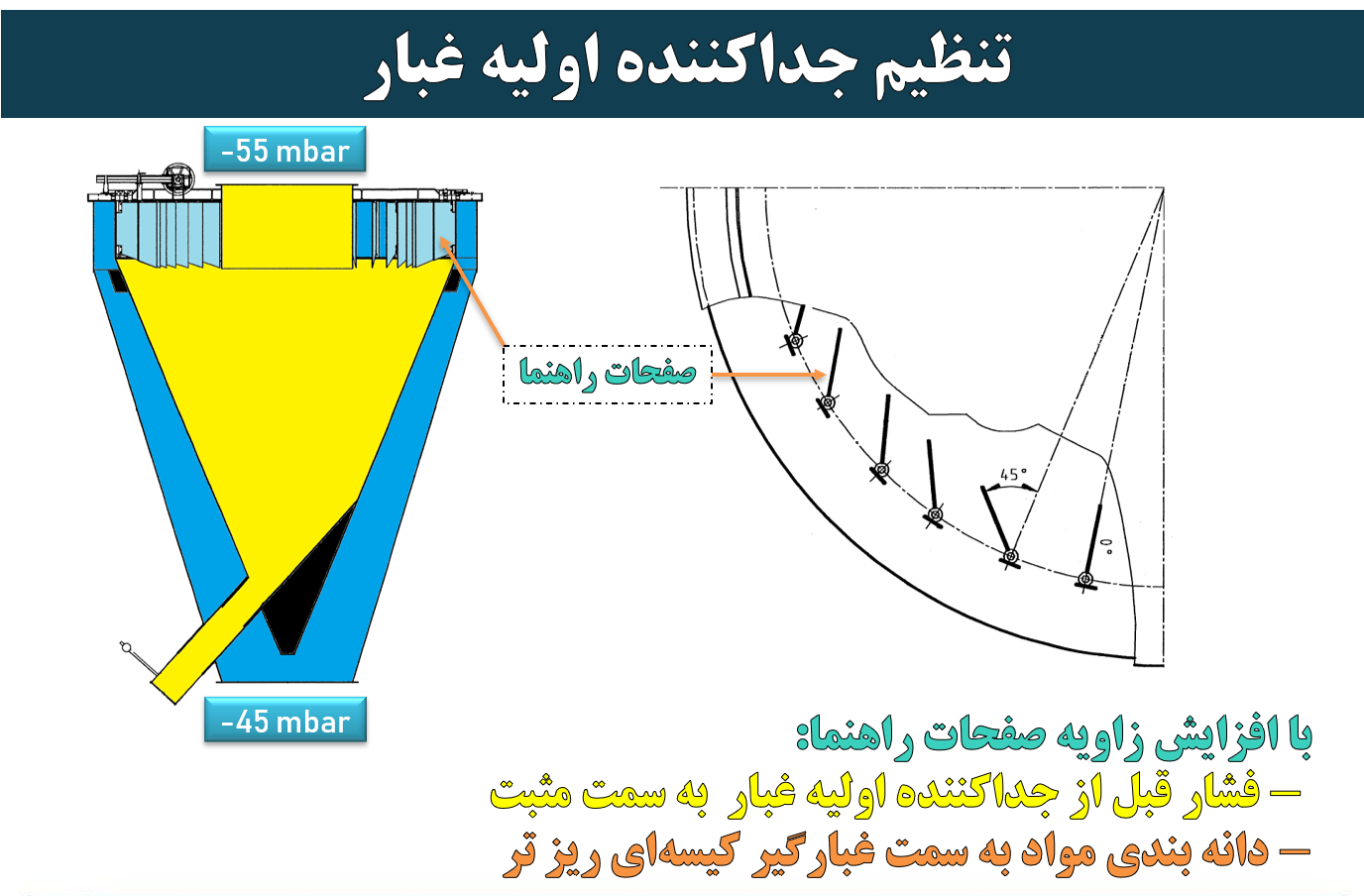
مواد در خروجی آسیا به دو قسمت ریز و درشت تقسیم میشوند. ذرات ریز به همراه هوا به سمت غبارگیرکیسهای منتقل شده و ذرات درشت روی بالابر سطلی میریزند. بدلیل کارایی پایین جدایش در خروجی آسیا، روی هر کدام از این جریانها یک جداکننده قرار داده شده است. جداکننده اولیه غبار استاتیکی روی جریان هوا یعنی مواد ریز قرار دارد و همچنین وظیفه دارد از ورود بیش از حد مواد به غباگیر جلوگیری کند. جدایش در جداکننده اولیه غبار توسط دو مکانیزم گرانشی و گریز از مرکز صورت میگیرد. با تنظیم زاویه صفحات راهنما در این جداکننده، میتوان کارایی جدایش را افزایش داد.
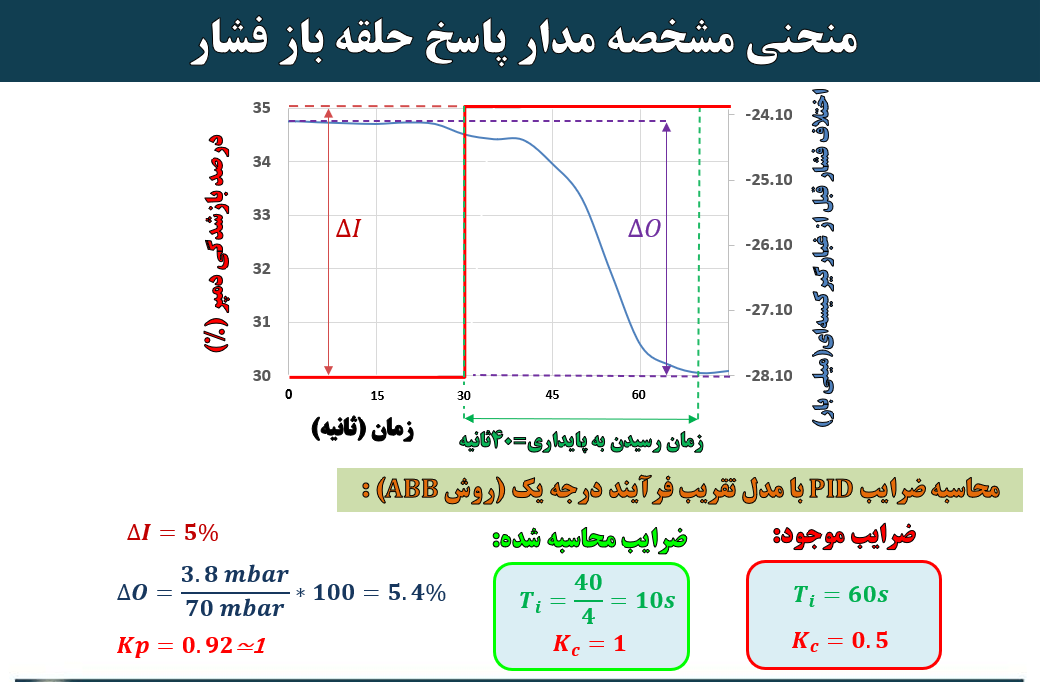
ضرایب PID کنترل کننده حلقه فشار قبل از غبارگیرکیسهای با استفاده از مدل تقریب فرآیند درجه یک(روش ABB) محاسبه و اعمال گردید.
حلقه کنترل در مدت زمان ۵۰ ساعت با ضرایب جدید مورد پایش قرار گرفت. نوسانات بلین در دو حالت دستی و خودکار حلقه کنترل فشار بترتیب ۲۰۴ و ۵۹ واحد بلین با نمونه گیری بدست آمد.

چرا این حلقه مورد استفاده قرار نمیگرفت؟ بدلیل اینکه در موارد خفگی و پرشدگی بیش از حد آسیا باید بصورت نشانه در این حلقه وارد گردد.
){kind=link}

مباحث عنوان شده در جلسه استانداردسازی و بازرسی فرآیند شماره ۲۵:
در دنیا چه خبر با موضوع “کاربرد حلقههای کنترل با نقطه مطلوب و نحوه کنترل متغیر”
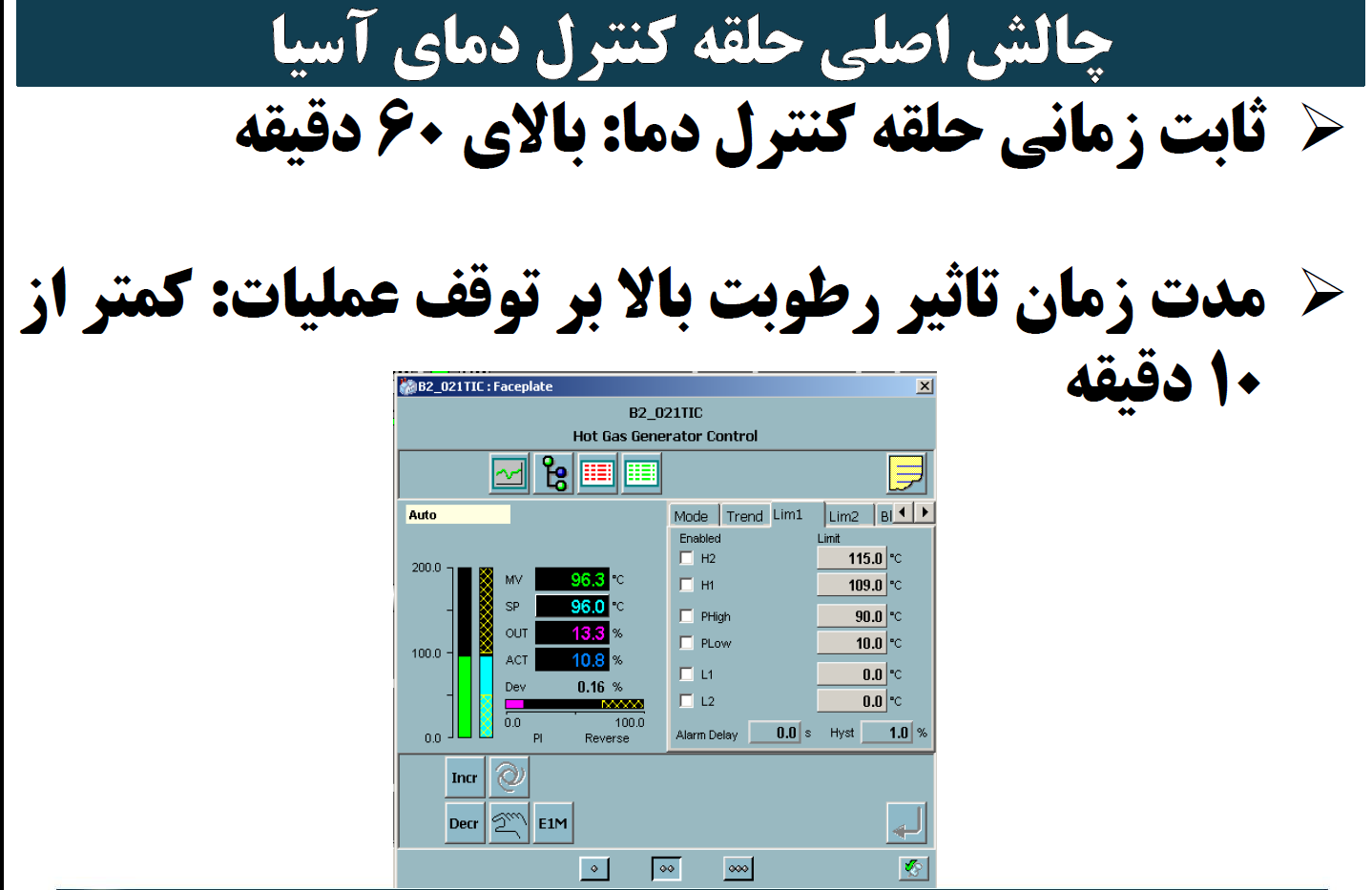
در ابتدا نحوه کنترل دما با میزان سوخت، با اندازه گیری دما در خروجی و عامل قابل دستکاری شیر گاز توضیح داده شد. این حلقه، شباهت زیادی با حلقهی کنترل دما در مدار آسیاکنی گندله سازی شماره ۱ دارد. جهت مقابله با عوامل اخلالگر، سیستمهای کنترل مورد استفاده قرار میگیرند. در کنترل پسخور دما در آسیا، حسگر دما در خروجی، مقدار اندازهگیری شده را به کنترل کننده ارسال میکند و کنترل کننده با مقایسه این مقدار با نقطه مطلوب، میزان شیر سوخت را تغییر میدهد. برای اینکه چگونگی عکس العمل و شدت آن را مشخص کنیم (بگونه ای که سیستم نوسانی و یا کند نشود) لازم است تا منحنی مشخصه فرآیند محاسبه گردد. منحنی مشخصه حلقه باز کنترل دمای آسیا با استفاده از تغییر در عامل قابل دستکاری (میزان سوخت) از حالت پایدار تا حالت پایدار بعدی بدست می آید. ظرفیت این سیستم ۶۹٫۹ دقیقه است. یعنی از زمان تغییر میزان سوخت ۶۹٫۹ طول میکشد تا تمامی عکس العمل حاصل از این تغییر ظاهر شود. چالش اصلی حلقه کنترل دمای آسیا، ثابت زمانی حلقه کنترل دما بالای ۶۰ دقیقه و مدت زمان تاثیر رطوبت بالا بر توقف عملیات در کمتر ار ۱۰ دقیقه است. این اخلال رطوبت برای این سیستم بسیار کشنده است و در مدت زمان کمی باعث توقف میشود. راه حل مشکل این حلقه دما شامل دو مورد زیر است:
۱- کنترل سرپرستی بوسیله تغییر نقطه مطلوب با توجه به رطوبت ورودی
۲- تغییر نحوه کنترل با انتخاب بهره کنترل مناسب (gain scheduling)
استانداردسازی حلقه کنترل دما در مدار آسیاکنی:
کنترل دما قبل از غبارگیر کیسه ای با توجه به اهمیت مکانیکی برای نگهداری از کیسههای غبارگیر اهمیت دارد. حسگر دما قبل از غبارگیر دما را به کنترلکننده ارسال و در ادامه با مقایسه عدد اندازه گیری شده با نقطه مطلوب، مشعل که متغیر قابل دستکاری است تغییر داده میشود.

ضرایب کنترل برای این حلقه محاسبه و اعمال گردید. نکته قابل توجه، عکس العمل صحیح و بموقع سیستم کنترلی در یک دورهی زمان دو روزه است.
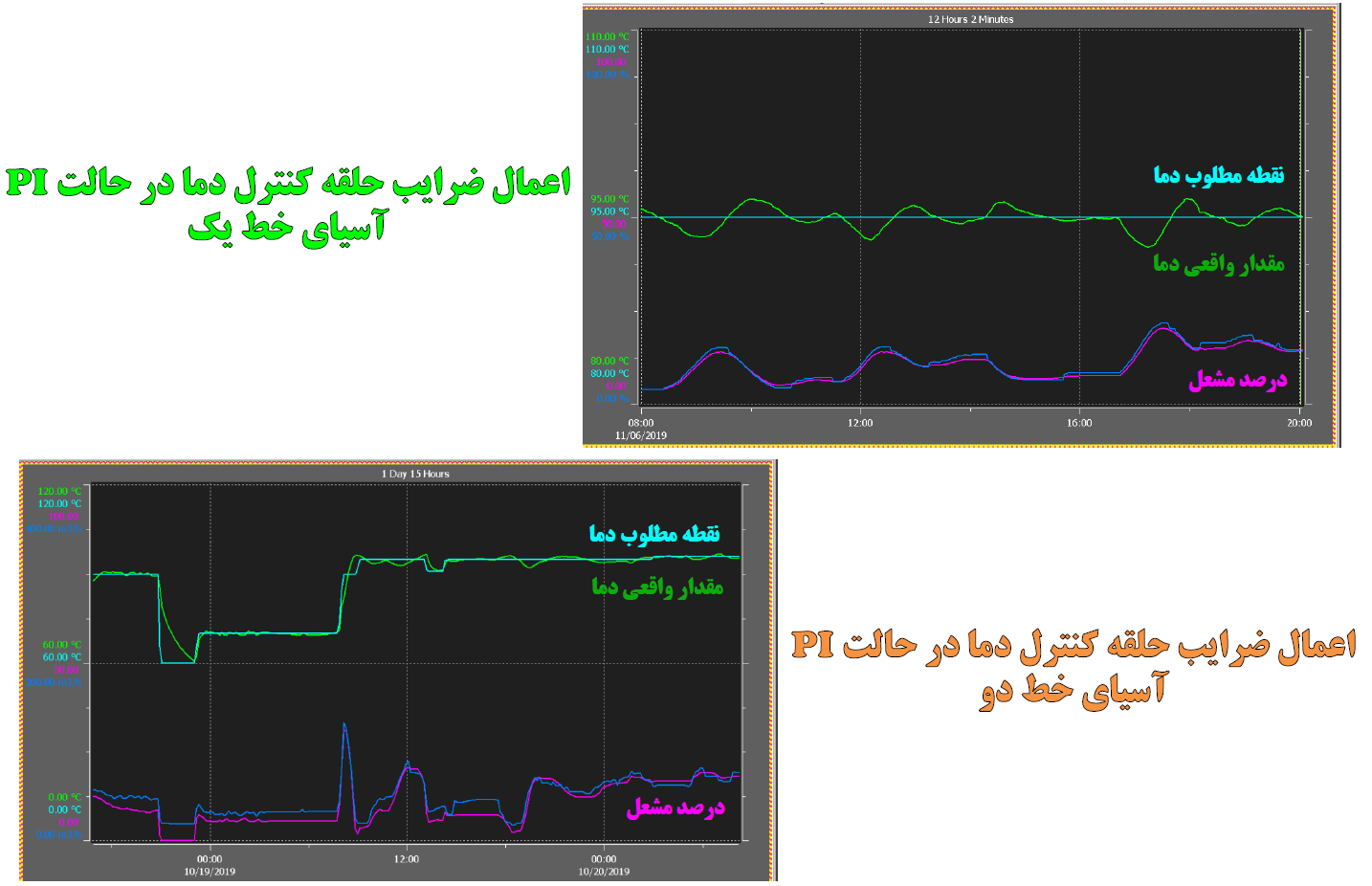
در ادامه، مشخص شد که حلقه کنترل در مواردی که رطوبت به شدت تغییر میکند دچار مشکل میشود. اخلال رطوبت بسیار برای این سیستم کشنده است.

سیستم PID تنها نقطه مطلوب را میشناسد و زمان عبور دما از نقطه مطلوب، عکس العمل لازم را انجام میدهد. پس برای عکس العمل سریعتر باید به شکل هوشمندانهای نقطه مطلوب را به دما نزدیک کرد. تاخیر یا زمان مرده در این سیستم باعث اختلاف بین حداکثر گاز و حداکثر دما میشود. با نزدیک کردن حسگر به مشعل این مشکل را تا حد ممکن میتوان رفع کرد. برای انتخاب هوشمندانهی نقطه مطلوب از میزان دور خوراکدهنده و میزان تناژ ورودی رطوبت بصورت محاسباتی استفاده شد. این پارامتر نمایانگر اخلال رطوبت است. از این پارامتر جهت وارد کردن نقطه مطلوب بصورت سرپرستی (از لایه بالاتر) استفاده گردید.

استانداردسازی حلقههای کنترل فشار در مدار آسیاکنی
در مدار آسیاکنی خشک، محیط جدایش هوا میباشد و سرعت هوا تعیین کننده حد جدایش است. چون سطح مقطع ثابت است میتوان سرعت را به اختلاف فشار تفسیر کرد. با سرعت مناسب جریان هوا در بخش های مختلف تجهیزات مدار خردایش، با توجه به تنظیم فشار میتوان به عدد بلین مطلوب در محصول رسید. جهت تنظیم فشار دو حلقه کنترلی در طراحی مدار کارخانه در نظر گرفته شده است، حلقهی کنترل فشار قبل از غبارگیر کیسه ای و حلقه کنترل فشار قبل از آسیا. حلقه قبل غبارگیر وظیفه حفظ اختلاف فشار قبل و بعد از آسیا و مقابله با عوامل اخلالگر را دارد. قبل از آسیا، بدلیل وجود مشعل باید جهت جریان هوا همیشه رو به جلو باشد تا هوا برنگردد.

با توجه به اینکه در مسیر فن مواد به سمت محصول نهایی می روند یک جداکننده استاتیکی قرار دارد که جهت تنظیم بلین، تنظیم این تجهیر جداکننده از اهمیت ویژهای برخوردار است.
در ادامه مشکلات حلقه کنترل فشار قبل از غبارگیر کیسهای و قبل از آسیا مورد بررسی قرار گرفت.
){kind=link}
آخرین نظرات
امیرحسین مهدیان در: چهارصد و هشتاد و ششمین جلسه هفتگی مرکز تحقیقات فرآوری مواد کاشیگر (استانداردسازی راهبری مدار کارخانه مولیبدن)
با سلام و احترام. تشکر از شما و راهنمایی شما. بله امولسیون گازوئیل و آب باعث بهت ...
امین حبیبی در: چهارصد و هشتاد و ششمین جلسه هفتگی مرکز تحقیقات فرآوری مواد کاشیگر (استانداردسازی راهبری مدار کارخانه مولیبدن)
سلام وقت بخیر و خداقوّت. بسیار کار ارزشمندی انجام شده. فقط بررسی تاثیر یک تغییر ...
میلاد کریمی در: مجموعه کتب استانداردسازی راهبری کارخانهها از طریق بازرسی فرآیند
عالی ...
مهدی غروی در: انتخاب دکتر صمد بنیسی به عنوان هیات علمی برگزیده در همکاری با جامعه و صنعت در سال ۱۴۰۴ از سوی وزارت علوم، تحقیقات و فناوری
توفیقات استاد عزیز و گرامی روزافزون باد ...
m.talebiyazd@gmail.com در: جلسه هفتگی استانداردسازی فرآیندها در کارخانه گلگهر: عیب یابی فرآیندی سلولهای فلوتاسیون ومکو خطوط تولید کنسانتره ۵، ۶ و ۷ شرکت معدنی و صنعتی گلگهر
سلام وقت بخیر . پی اچ آب فلوتاسیون کارگاه ( جهت استخراج فلز ) باس بالای ۹ باشه . ...