

این جلسه در تاریخ ۱۴۰۰/۱۱/۲۸ برگذار شد. در این جلسه به بررسی مشکلات بخش اولیه مدار تر یعنی خردایش پرداخته شد و پیشنهادات و اقدامات جهت رفع این مشکلات پرداخته شد.
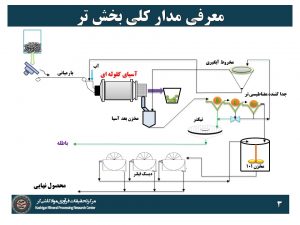
در اولین قدم مدار بخش تر کارخانه تغلیظ مورد بررسی قرار گرفت، در این بخش مواد میانی که از بخش خشک کارخانه تغلیظ وارد سیلو ها بخش تر می شود، توسط فیدر مواد بر روی نوار نقاله می ریزد و پس از آن وارد آسیا می شود، همراه با بار ورودی آب به آسیا اضافه می شود تا به درصد جامد مناسب در آسیا برسیم. پس از خردایش در آسیای تر مواد بر روی سرند ترومل ریخته و روی سرند به مخزنی ریخته می شود که به باطله منتقل می شود، و زیر سرند ترومل به مخزن بعد آسیا منتقل می شود که با اضافه شدن آب به آن به درصد جامد مناسب جداکننده های مغناطیسی تر دست می یابیم و پس از آن به جدا کننده های مغناطیسی پمپ می شود. در این بخش سه سری جدا کننده وجود دارد که مرحله اول رافر که باطله آن باطله نهایی و کنسانتره آن به مرحله کلینر منتقل می شود و باطله کلینر با باطله مرحله رافر مجموعا باطله نهایی را تشکیل می دهند و کنسانتره مرحله کلینر به مرحله ریکلینر منتقل می شود که کنسانتره نهایی در این مرحله به مخزن ۱۰۱ منتقل می شود و باطله وارد مخروط آبگیری می شود که ته ریز مخروط آبگیری با مقدار کم درصد جامد به عنوان آب تنظیم درصد جامد آسیا استفاده می شود و سر ریز آن برای تنظیم درصد جامد جدا کننده ها مورد استفاده قرار می گیرد.
بخش تر متشکل از سه خط است که تجهیزات مشابه همدیگر را دارند و به صورت سری طبق دستورالعمل باید در حال کار باشند. ظرفیت اسمی هرکدام از آسیاها ۱۳۰ تن برساعت و پرشدگی گلوله طبق طراحی ۴۰ درصد و پرشدگی اسمی ۲۷ درصد در دستورالعمل درنظر گرفته شده است. همچنین برای رسیدن به درصد جامد مناسب برای خردایش ۷۰ درصد در طراحی ها در نظر گرفته شده است.

در طی تحقیقات صورت گرفته در گذشته طی پروژه ای توسط مهندس احسان ارغوانی، نشان دادند که با نزدیک شدن به دانه بندی مطلوب(۱۰۰ میکرون) مقدار عیار آهن به حداکثر و مقدار عیار گوگرد به حذاقل مقدار خود می رسد. در این راستا برای دست یابی به دانه بندی مطلوب(۱۰۰ میکرون در خروجی آسیا) در سال ۱۳۹۰ درصد جامد آسیا از ۴۷ درصد به ۶۵ درصد و پرشدگی گلوله از ۲۷ درصد به ۳۳ درصد افزایش داده شد.

در طی پایش های صورت گرفته مشخص شد که درصد جامد آسیاهای تر یک و دو از مقدار مطلوب خود فاصله داشته و بدون کنترل دائماً در حال نوسان می باشد. همچنین در طی پایش ها و آنالیز هایی که از دانه بندی خروجی آسیا گرفته شد نشان می دهند که دانه بندی خروجی آسیا همیشه ببشتر از ۱۳۰ میکرون و حتی در برخی مواقع به ۱۷۰ میکرون نیز می رسد.

منطق درستورالعملی که برای دست یابی به درصد جامد مناسب(۷۰ درصد) در بخش تر گذاشته شده به این صورت است که مواد میانی که توسط نوار نقاله به آسیا هدایت می شود، وزن آن توسط وزن سنج زیر نوار اندازه گرفته شده و با توجه به نقطه مطلوبی که برای درصدجامد تعیین شده به شیر کنترلی دستور می دهد که با باز و بسته شدن شیر مقدار آب لاز جهت دست یابی به درصد جامد مورد نظر انجام شود. به دلیل مشکلاتی که در خط تر وجود دارد از این منطق کنترلی استفاده نمی شود.
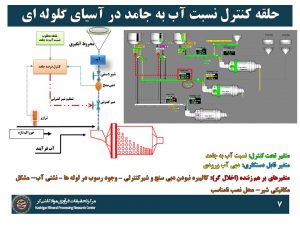
اولین مشکلی که در راه اندازی کنترل نسبت آب به جامد، شیرهای تنظیم آب ورودی به آسیا هستند. در خط یک از شیر نیشگونی و در خط دو از شیر پروانه ای استفاده می شود. شیر نیشگونی موجود در خط یک به دلیل ریختن بار از روی نوار نقاله به روی آن و ریختن آن موجیب سفت شدن بار و در عمل کرد شیر اخلال ایجاد می کند. در خط دو از شیر پروانه ای استفاده شده است که این شیرها در سیالی که دارای ذرات باشد به دلیایل مشکلات مکانیکی مناسب نمی باشد.

در جهت راه اندازی منطق کنترلی، شیر نیشگونی خط یک پوزیشنر یا موقعیت گذار نداشت که این تجهیز به جهت دستور گیری از اتقاق کنترل نصب شد، مشکلات مکانیکی شیر نیشگونی برطرف شد. به جهت این که بار همیشه از روی نوار نقاله روی شیر نیشگونی می ریزد و این به یک مشکل جدی تبدیل شده بود که باید هفته ای چند بار جهت کار کرد مناسب تمیز می شد، صفحه ای در زیر نوار انتقال بار میانی استفاده شد تا از ریزش بار روی شیر نیشگونی جلوگیری و در عمل کرد شیر اخلال ایجاد نکند






