
این جلسه روز پنجشنبه ۲۵ دی ماه ۹۹ برگزار شد، موضوعاتی که در این جلسه مورد بحث قرار گرفت به شرح زیر میباشد:
- نحوه کنترل سطح سلولهای ردیف ۳و۴ پرعیار کنی اولیه
- اقدامات صورت گرفته جهت راهاندازی حلقه کنترل
- استفاده از کنترل سطح در حالت خودکار
- اصلاح مخزن خوراک دهی شستشوی یک
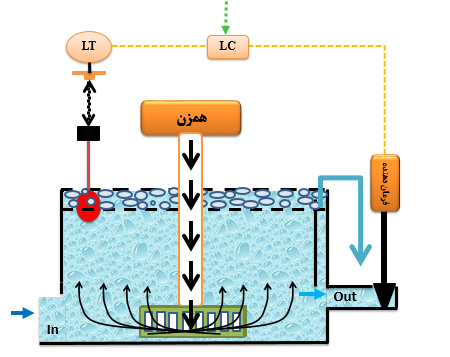
در مدار فراوری مولیبدن طبق طرح اولیه امکان کنترل ارتفاع کف در سلولهای پرعیارکنی اولیه و شستشوی مراحل اول الی چهارم توسط شیرهای نیزهای با کنترل خودکار وجود دارد. در این حلقه سطح دوغاب توسط شناور حبابی و یک حسگر فراصوت اندازه گیری شده و سپس از مقدار ثابت ۱۲۳ سانتی متر (فاصله بین پایین سلول تا لبه جمع آوری کف) کسر می گردد (hf-hc-hs). مقدار حاصل بیانگر ارتفاع کف بوده که پس از مقایسه با مقدار مطلوب با تغییر موقعیت شیر نیزهای موجود در انتهای بانک ارتفاع کف تنظیم میشود. در این حلقه منطق کنترلی افزایش-کاهش میباشد به این صورت که با افزایش ارتفاع کف، میزان باز بودن شیر کاهش می یابد.(شکل۱)
شکل۱: شماتیک سلول آخر یک بانک سلول
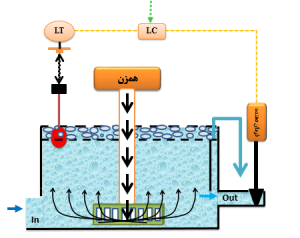
هر ردیف پرعیارکنی اولیه در کارخانه مولیبدن مس سرچشمه شامل ۳ بانک است. بانک اول شامل ۲ سلول و بانکهای دوم و سوم هر کدام شامل ۳ سلول میباشند (شکل۲). در هر بانک برای تنظیم اولیه سطح پالپ از لبه سرریز باطله (با توجه به اختلاف ارتفاع آن با لبه جمع آوری کف) و برای تنظیم دقیق سطح پالپ در محدوده مطلوب از طریق دریچه خروجی (باتوجه به موقعیت شیر نیزه ای) استفاده می گردد.

شکل۲: شماتیک چیدمان یک ردیف از سلولهای پرعیارکنی اولیه
اقدامات صورت گرفته جهت راهاندازی حلقه کنترل:
*بررسی و رفع نشتی از شیرهای نیزهای سلولهای فلوتاسیون(شکل۳و۴)
یکی از مشکلات اصلی در این حلقه کنترل خرابی یا نشتی شیرهای نیزه ای است که از همراستا نبودن فرماندهده و شیر یا هر مشکل مکانیکی دیگری حاصل می شود و باعث می شود عمل کنترلی به خوبی انجام نشود.
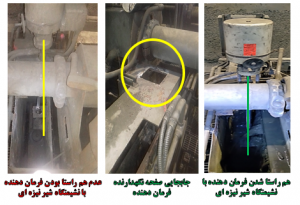
شکل۳: رفع عیب از شیرهای نیزه ای پرعیارکنی اولیه ردیف۴

شکل۴: رفع عیب از شیرهای نیزه ای پرعیارکنی اولیه ردیف ۳
*نصب حسگرهای جدید و اصلاح پایه نگهدارنده حسگر(شکل۵)

شکل۵:حسگر جدید نصب شده
*در ادامه بعد از کابل کشی و ارتباط با اتاق کنترل و برنامه نویسی این حلقه کنترل توسط واحد ابزار دقیق، مقدار ارتفاع کف نمایشی در اتاق کنترل منطقی نبود.(شکل۶)

شکل۶:ارتفاع کف نمایشی در اتاق کنترل
به همین دلیل ابتدا اندازه کف سلول تا زیر حسگر که یکی از اندازه های ثابت ما در اندازه گیری ارتفاع کف می باشد مجددا تنظیم شد و همچنین شناورها که مدت زیادی رسوب زدایی نشده بودند، رسوب زدایی و آماده کار شدند.(شکل۷)

شکل۷: تصویری از رسوب شدید یکی از شناورها
*در ادامه برنامه نویسی مورد بررسی قرار گرفت که دو مشکل بزرگ وجود داشت:
اندازه کف سلول تا زیر حسگر که ۲۳۵سانتی متر بود به اشتباه۲۹۰وارد شده بود و همچنین طول شناور ۷۵سانتی متر که به اشتباه ۹۵سانتی متر وارد شده بود.
بعد از این اقدامات مقدار ارتفاع کف نمایشی در اتاق کنترل و واقعی به هم نزدیک شدند.(شکل۸)

شکل۸:ارتفاع کف نمایشی اتاق کنترل
به این ترتیب حلقه کنترل ارتفاع کف مراحل پرعیارکنی اولیه ردیف ۳و۴ راه اندازی شد و قابل استفاده می باشد.
که در ابتدای استفاده به صورت آزمایشی، نقطه های مطلوب همان اندازه های مد نظر مراقبت کاران قرار گرفت تا مغایرتی با نحوه کار و نحوه بارکشی مراقبت کاران نداشته باشد. که انشاالله در قدم های بعدی نقطه های مطلوب استاندارد و بهینه به سیستم داده می شود.
- اصلاح مخزن خوراک دهی به مرحله شستشوی یک
ورودی های این مخزن ۴ پمپ کنسانتره پرعیارکنی اولیه می باشد که کنسانتره پرعیارکنی اولیه ابتدا وارد این مخزن شده و از طریق این مخزن بین تو مقسم گردان تقسیم شده و از آنجا به ۴ ردیف شستشوی یک خوراک دهی می کند.(شکل۹)
مشکلات این مخزن:
- حجم کم و اغتشاش شدید
- عدم کنترل مناسب و تقسیم نامناسب بار
- فرسودگی و ریزش مداوم مواد به کف کارخانه

شکل۹:نمایی از ریزش مداوم مواد به کف کارخانه
اصلاحات صورت گرفته:
- افزایش طول و عرض مخزن
- در نظر گرفتن صفحه اغتشاش گیر
- افزودن دو خروجی بیشتر جهت انعطاف پذیری مدار


شکل۱۰:نمایی از مخزن جدید ساخته شده





