این جلسه در مورخه ۶ بهمن برگزار شد که به عیب یابی فرآیندی تیکنرهای باطله خطوط ۵، ۶ و ۷ میشود پرداخته شد.
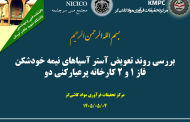
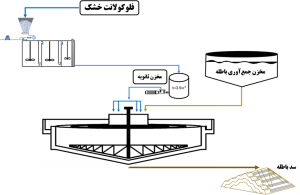
در ابتدا مدار آبگیری از باطله خطوط ۵، ۶ و ۷ گل گهر معرفی شد. خطوط تولید کنسانتره ۵، ۶ و ۷ موازی و مشابه هستند که در انتهای مدار هر خط، یک تیکنر نرخ بالا با قطر ۲۸ متر جهت آبگیری از باطله وجود دارد. خوراک ورودی تیکنر از جداکنندههای مغناطیسی مرحله کوبر، رافر-کلینر و باطله فلوتاسیون با درصد جامد ۴ الی ۶ درصد وارد چاهک خوراک دهی میشود. سرریز تیکنر وارد مخزن تامین آب برگشتی شماره ۱ شده و جهت استفاده در مدار بازگردانده میشود.
ته ریز تیکنر با درصد جامد ۵۰ درصد طبق طرح قدیم به سد باطله راه مییافت اما در طرح توسعه با یک مرحله رقیق سازی با درصد جامد ۱۲ الی ۱۴ درصد وارد تیکنر باطله مرکزی شده و که سرریز آن دوباره به مدار بازگردانده شده و ته ریز آن با درصد جامد ۵۰ الی ۵۵ درصد وارد فیلترهای فشاری ۶ گانه میشود. آب فیلتریت به چاهک خوراک دهی تیکنر مرکزی بازگردانده شده و کیک خروجی آن با رطوبت ۱۵ الی ۲۰ درصد راهی سد باطله میشود (شکل ۱).
شکل ۱: نمایی از مدار آبگیری از باطله خطوط ۵، ۶ و ۷
مشخصات تیکنرهای باطله به شرح ذیل است (شکل ۲):
نوع تیکنر: نرخ بالا (High Rate Thickener) – قطر: ۲۸ متر – ارتفاع از دیواره: ۳/۸ متر – نرخ خوراک ورودی خشک: حداکثر ۱۵۶ تن بر ساعت – دانسیته جامد خشک: ۳/۱۸ تن بر متر مکعب – درصد جامد خوراک: ۶-۴ درصد – درصد جامد ته ریز: ۵۰ درصد – شفافیت آب سرریز: حداکثر ppm 250 – تعداد پارو: ۴ (۲ پاروی بلند و ۲ پاروی کوچک) – شیب ته ریز: ۹ درجه.

شکل ۲: نمایی از تیکنر باطله خطوط ۵، ۶ و ۷
فلوکولانتها از مواد مختلفی تشکیل شدهاند ولی اغلب ماهیت پلیمری دارند. پلیمرها با داشتن زنجیره مولکولی، ذرات ریز را با استفاده از مکانیزم پل زدن به هم متصل میکنند. استفاده از فلوکولانتها در صنایع معدنی، کاربرد وسیعی در تیکنرها دارد. در شکل ۳، شماتیکی از نحوه اتصال ذرات به یکدیگر و سنگین شدن آنها و در نهایت تهنشین شدن ذرات نشان داده شده است.
شکل ۳: شماتیک نحوه اتصال ذرات به فلوکولانت
فلوکولانت برای داشتن بهترین عملکرد، به زمان آمادهسازی نیاز دارد که زمانهای کمتر و بیشتر از آن، میزان مصرف فلوکولانت برای رسیدن به یک سرعت تهنشینی مشخص را افزایش میدهند. آمادهسازی فلوکولانت در چهار مرحله صورت نشان داده شده در شکل ۴، انجام میشود.
در مرحله اول (شکل ۴a) آمادهسازی فلوکولانت که در زمان کوتاهی پس از آغاز فرآیند انحلال رخ میدهد، پودر فلوکولانت به ژل تبدیل میشود. در مرحله دوم (شکل ۴b) ژلها حل شده و قابل رویت نیستند. در این شرایط همه زنجیرهای پلیمر به صورت تک زنجیر نیستند و بخشی از زنجیرها به صورت در هم تنیده هستند که نقش موثری در لخته شدگی ندارند. در مرحله سوم (شکل ۴c) که زمان بهینه آمادهسازی فلوکولانت است، بیشترین تعداد تک زنجیر فلوکولانت تولید شده و کارایی فلوکولانت بیشینه خواهد شد. در این شرایط، مقدار فلوکولانت مورد نیاز برای دستیابی به کارایی مشخص کمینه میشود. در مرحله چهارم (شکل ۴d)، در اثر آمادهسازی بیش از حد، ساختار و شکل زنجیرههای پلیمر دچار تغییرشکل شدهاند. در این شرایط، احتمالاً پیوند بین اجزای زنجیره فلوکولانت گسسته شده و کارایی آن نسبت به حالت بهینه کاهش مییابد.

شکل ۴: مراحل چهارگانه آمادهسازی فلوکولانت
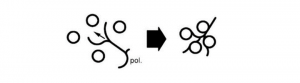
طبق طرح اولیه سیستم فلوکولانت سازی بدین گونه بوده است که فلوکولانت خشک از مخزن فلوکولانت خشک (قیف ۰/۰۴۵ مترمکعبی) توسط خوراک دهندهی مارپیچی وارد مخازن ۳ گانه به ظرفیت ۱/۵ مترمکعب میشده و بعد از آماده سازی با دو پمپ مارپیچی در ۴ نقطه به چاهک و ۲ نقطه در مسیر اضافه میشده است.
در این سیستم از دو آب آماده سازی برای ساخت فلوکولانت و آب رقیق سازی پشت استاتیک میکسر (مخلوط کننده ثابت) برای افزایش رقت فلوکولانت تزریقی استفاده میشده است.
در این سیستم تجهیزات ابزار دقیقی مثل روتامتر (دبی سنج ثابت) برای کنترل دبی آب، Level switch (کنترل کننده سطح) که وقتی سطح به بیشینه خود در داخل مخزن میرسید، به صورت همبند آب آماده ساز و خوراک دهندهی مارپیچی را میبست و همین طور وقتی سطح به کمینه خود میرسید دستور به فعال شدن آب آماده ساز و خوراک دهندهی مارپیچی میداد و همین طور استاتیک میکسر (مخلوط کننده ثابت) برای افزایش رقت فلوکولانت تزریقی استفاده میشده است که طی مرور زمان این تجهیزات به علت عدم دانش کافی و کنترل و نگهداری مناسب از سیستم حذف شدهاند (شکل ۵).
شکل ۵: نمایی از سیستم فلوکولانت سازی (طبق طرح اولیه)
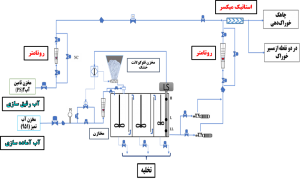
سیستم فلوکولانت سازی فعلی راهبری دستی گرفته و بدین شکل است که فلوکولانت خشک (قیف ۰/۰۴۵ مترمکعبی) توسط خوراک دهندهی مارپیچی وارد مخازن ۳ گانه به ظرفیت ۱/۵ مترمکعب شده و با آب آماده سازی که به صورت دستی کنترل میشود فلوکولانت ساخته شده و وارد مخزن ثانویه برای ذخیره سازی شده و از آنجا با یک پمپ مارپیجی در ۴ نقطه به چاهک اضافه میشود (شکل ۶).
شکل ۶: سیستم فلوکولانت سازی فعلی
یکی از معایب تزریق فلوکولانت، در هنگام تعویض لولهی خوراک دهی به چاهک (لوله ۶۳۰ میلیمتری)، دو نقطهای که فلوکولانت در مسیر اضافه میشد حذف گردیده است (شکل ۷). گفتنی است که بایستی ۳۰ الی ۴۰ درصد فلوکولانت در مسیر اضافه شود و ۶۰ الی ۷۰ درصد در چاهک خوراک دهی تا زمان کافی برای تشکیل لختهها وجود داشته باشد.

شکل ۷: حذف دو نقطه تزریق فلوکولانت در مسیر خوراک دهی
طبق طرح اولیه کارخانه، جهت اختلاط بهتر فلوکولانت با پالپ ورودی، فلوکولانت در دو نقطه از مسیر، به خوراک اضافه میشده است که با تغییر بخشی از لوله ۶۳۰ میلیمتری خوراکدهی در خطوط ۵ و ۷، مجرایی جهت اضافه شدن فلوکولانت در مسیر ایجاد نشده است.
جهت بهبود عملکرد تیکنر و جلوگیری از کدورت سرریز تیکنر، تعداد نقاط اضافه شدن فلوکولانت افزایش یافت. به همین منظور، سه نقطه قبل از ورود مواد به چاهک اضافه شد که در شکل ۸ تعداد نقاط و محل اضافه شدن فلوکولانت نشان داده شده است. به دلیل موجود نبودن پمپ تزریق و همچنین جهت سهولت در اضافه شدن فلوکولانت، مسیری از مخزن شماره ۳ ایجاد شد. همچنین به طور آزمایشی در خط ۶ مسیری از مخزن ثانویه برای اضافه شدن فلوکولانت به سه نقطه جدید تعبیه شده است.
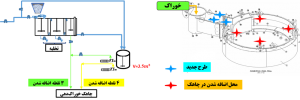
شکل ۸: نمایی از تعداد نقاط جدید اضافه شدن فلوکولانت به چاهک تیکنر
پمپ پیستونی استفاده شده در مسیر مخزن ثانویه برای اضافه شدن فلوکولانت به سه نقطه جدید در خط ۶ فاقد کارایی لازمه را نداشت و قادر به پمپاژ فلوکولانت با غلظتهای بالا نبود چون پمپ پیستونی مورد استفاده برای آمادهسازی فلوکولانت بیشتر برای پمپاژ اسیدسولفوریک در قسمت فلوتاسیون مناسب است. به همین منظور، یک پمپ مارپیچی در خط ۶ نصب و راهاندازی شد تا در موارد اضطراری از این پمپ به عنوان پمپ آماده به کار استفاده شود (شکل ۹).

شکل ۹: قبل و بعد از پمپ مارپیچی نصب شده در خط ۶
پس از ساخته شدن فلوکولانت در مخزن اول، به صورت سرریز وارد مخازن دوم و سوم میشود. سپس به صورت ثقلی وارد مخرن ثانویه میشود و در نهایت فلوکولانت به سمت تیکنر پمپ میشود. جهت جلوگیری از سرریز کردن مخزن پمپ فلوکولانت در صورت حداکثر کردن دبی فلوکولانت خشک و آب ورودی، لازم است تا از یک حلقه کنترلی استفاده شود.
ابتدا یک حسگر گلابی با سیستم هشدار دهنده نصب شد تا در بازه ۳۰ سانتیمتری تا سطح به صورت هشدار عمل کند که به مرور زمان این سیستم هشدار دهنده حذف شده است. بدین ترتیب یک شیر برقی در مسیر آب آمادهساز نصب شد تا حلقه کنترلی شامل سطحسنج گلابی، خوراکدهنده فلوکولانت خشک و شیر برقی در صورت افزایش سطح مخزن، به صورت همبند، ورود فلوکولانت خشک و آب را قطع کند (شکل ۱۰).

شکل ۱۰: نصب تجهیزات ابزار دقیق
با توجه به رابطه مستقیم کاهش غلظت فلوکولانت با افزایش سرعت تهنشینی مواد، بهتر است غلظت فلوکولانت در محل اضافه شدن به چاهک بین ۰/۰۲ تا ۰/۰۵ درصد باشد. با توجه به اینکه برای ساختن این غلظت نیاز به دبی زیاد آب میباشد، هزینههای سرمایهای اولیه و محدودیت فضا این امکان را مقدور نمیسازد، لذا عمدتاً در مرحله ساخت فلوکولانت غلظت ۰/۲ تا ۰/۵ درصد ساخته شده و با استفاده از مخلوط کننده ثابت، غلظت را در نقطه اضافه شدن درون چاهک خوراکدهی کاهش میدهند. بنابراین، یکی از موارد مهم به منظور استانداردسازی عملکرد تیکنر، ثابت نگهداشتن غلظت فلوکولانت در مرحله ساخت و استفاده از مخلوط کننده ثابت و آب برای رقیقسازی میباشد.
مخلوط کننده ثابت، استوانهای است که از یک سری صفحات متقاطع یا مارپیچ جهت باز شدن رشتههای فلوکولانت و رقیقسازی بهتر محلول استفاده میکند (شکل ۱۱).
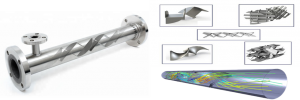
شکل ۱۱: مخلوط کننده ثابت
با نصب و راهاندازی مخلوط کننده ثابت در خطوط ۵ و ۶ (شکل ۱۲) و پایش ۲۰ روزه قبل و پس راه اندازی آن، مشخص شد که استفاده از آن باز شدن زنجیره های فلوکولانت، افزایش نقاط تماس ذرات جامد با زنجیرههای فلوکولانت و در نتیجه افزایش کارآیی فلوکولانت ساخته شده برای تهنشین کردن ذرات جامد شد. همچنین، غلظت فلوکولانت تزریقی به چاهک و کدورت آب سرریز تیکنر نیز کاهش یافت. در شکل ۱۳، تغییرات آب سرریز تیکنر خط ۶ را قبل و پس از نصب مخلوط کننده ثابت نشان داده شده است. همچنین، رقیقسازی فلوکولانت، مشکلات انتقال محلول با غلظت بالا را برطرف کرد.

شکل ۱۲: مخلوط کننده ثابت نصب شده در خط ۵ و ۶

شکل ۱۳: وضعیت آب سرریز تیکنر خط ۶ قبل و بعد از نصب مخلوط کننده ثابت
با توجه به دشواری نمونهگیری از تهریز تیکنرها، به دلیل فشار بالای جریان تهریز، برای افزایش میزان دقت از ظروف نمونه گیری بزرگتر استفاده میشد. به این صورت که مقدار بیشتری نمونه تهیه شده و از آن، نمونه معرف با ظرف استاندارد یک لیتری توزین و دانسیته پالپ تعیین میشد (شکل ۱۴).
با توجه به معیوب بودن برخی از شیرهای نمونهگیر در برخی از موارد امکان اندازهگیری دانسیته تهریز تیکنر مقدور نبود. اما با نصب شیر پروانهای دستی در ته ریز هر سه خط ۵، ۶ و ۷ ( شکل ۱۲) فشار جریان تهریز قابل کنترل شد (شکل ۱۵) و به راحتی میتوان نمونه ۱ لیتری را برای تعیین درصد جامد تهیه کرد و همچنین میتوان با پایشهای مداوم تهریز تیکنر را مورد ارزیابی قرار داد.
همچنین با فشار پایین جریان تهریز و قابلیت تنطیم شیر نمونهگیر شاهد کاهش تجمع گل زیر تیکنر به دلیل فشار بالای جریان پالپ خواهیم بود.

شکل ۱۴: فشار بالای جریان تهریز و دشواری نمونهگیری و نمونهگیری از تهریز تیکنر و محاسبه درصد جامد آن

شکل ۱۵: شیرهای نمونهگیر جدید نصب شده در خطوط ۵، ۶ و ۷
به دلیل تجمع گل ناشی از نشتی پمپها، شستشو و نمونه گیری از پالپ ته ریز تیکنر ، از چاله و کف کش جهت جمع آوری و انتقال این مواد در زیر تیکنر استفاده می شود. در زمان تعمیرات پمپها قطعات فلزی و ضایعات وارد چاله این کف کش شده و خرابی کف کش را به دنبال دارد که همین امر باعث پخش شدن گل در زیر تیکنر شده و ممکن است عمل نمونه گیری از ته ریز تیکنر، تعمیر و تعویض پمپ ها را با مشکل روبرو کند. همچنین ضایعات نیز ممکن است با پمپاژ به چاهک تیکنر برگشته و از آنجا وارد ته ریز تیکنر شده و موجب گرفتگی دهانه تیکنر شود. برای رفع این مشکل دور کف کش های ته ریز تیکنر خطوط ۶ و ۷ شبکههایی نصب شد تا مشکل برطرف گردد.

شکل ۱۶: قبل و بعد از نصب شبکه دور ته ریز تیکنر
خلاصه و جمع بندی:
- افزایش نقاط اضافه شدن فلوکولانت به چاهک از ۴ به ۷ نقطه انجام پذیرفت.
- یکی از مشکلات تیکنرها نبود پمپ مناسب برای پمپاژ فلوکولانت از مخزن ثانویه به چاهک خوراک دهی بود که پمپ مارپیچی جایگزین پمپ پیستونی شد.
- به دلیل غلظت بالای فلوکولانت ساخته شده (۰/۳ درصد) در تیکنرها، با توجه به اینکه غلظت ورودی به چاهک بایستی ۰/۰۲ تا ۰/۰۵ درصد باشد از مخلوط کننده ثابت برای کاهش غلظت در مسیر ورودی به چاهک تیکنر استفاده شد.
- بالا بودن فشارخروجی تهریز تیکنر باعث مشکلات فراوان در نمونه گیری درصد جامد میشد که با نصب شیر پروانهای دستی در مسیر پمپ ۳ از شدت فشار خروجی آن کاسته و باعث سهولت در امر نمونه گیری شد.
- نصب سرند آشغال گیر در اطراف چاهک کف کش ته ریز تیکنر جهت جلوگیری از آسیب به پمپهای کف کش و آسیب پمپهای ته ریز صورت پذیرفت.