

تعمیر و نگهداری در واقع به محموعه کارهایی گفته می شود که برای حفظ سلامت یک تجهیز و همچنین برگرداندن آن به حالت آماده به کار انجام می شود.
تعمیر نگهداری خود شامل روش های مختلفی است که بسته به نوع تجهیز و هدف فرآیند روش های مختلف آن مورد استفاده قرار می گیرد.
انواع روش های تعمیرات و نگهداری به شرح زیر می باشد:
- تعمیرات و نگهداری پس از خرابی
در این روش تعمیر و نگهداری تجهیز پس از خرابی کامل آن انجام می شود. این روش خود به چهار بخش تقسیم می شود:
- تعمیر و نگهدار بعد از خرابی
- تعمیر و نگهداری بر مبنای خرابی
- تعمیر و نگهداری عکس العملی
- تعمیر و نگهداری اصلاحی
به این نوع تعمیر و نگهداری، استراتژی آتش نشانی نیز گفته می شود. در شماتیک زیر نحوه عکس العمل در برابر خرابی نشان داده شده است.
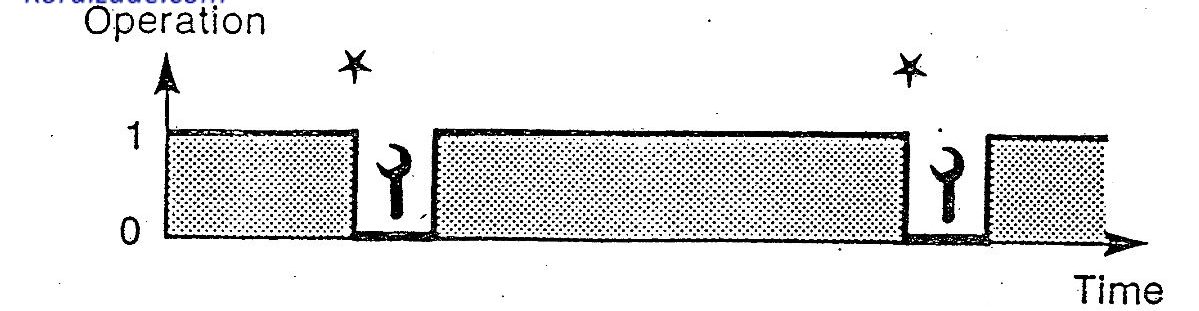
شرایط استفاده از این نوع تعمیرات و نگهداری
- تجهیز ارزان باشد
- توقف تجهیز منجر به توقف تولید نشود
- تجهیز مورد نظر به راحتی قابل تهیه و جایگزینی باشد
از معایب استفاده از این روش می توان به موارد زیر اشاره کرد:
- غیر منتظره و غیرقابل پیش بینی
- افزایش هزینه های تعمیراتی
- تهیه و تدارک لوازم یدکی مشکل و زمان بر
- خرابی و خسارت بالا به تجهیزات گران قیمت
روش دیگر برای تعمیرات و نگهداری، تعمیر و نگهداری پیش بینی شده است است.
در این روش بر اساس برنامه ریزی های مدون و داده های آماری اقدام به تعمیر و نگهداری می کنند. در شماتیک شکل زیر نحوه برخورد با تعمیرات تجهیزات نشان داده شده است.
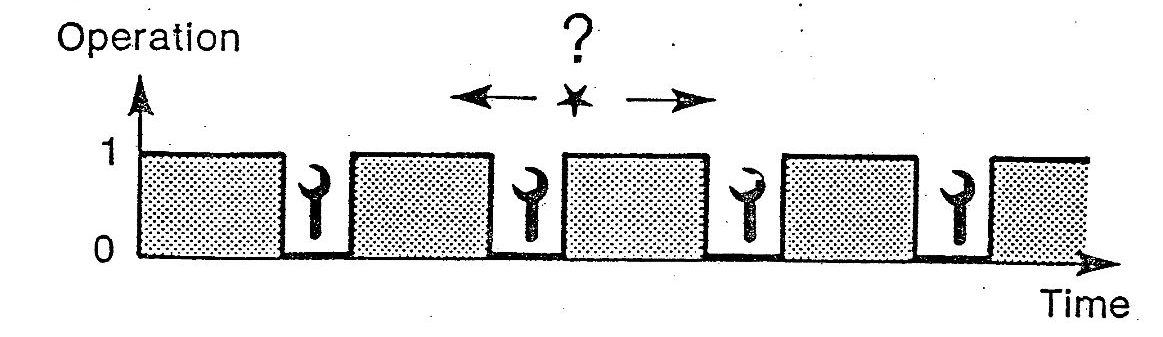 همانطور که در شماتیک نمایش داده شده است. تمامی تعمیرات بر اساس برنامه ریزی های از قبل انجام می شود.
همانطور که در شماتیک نمایش داده شده است. تمامی تعمیرات بر اساس برنامه ریزی های از قبل انجام می شود.
از مزایای این روش به موارد ذیل می توان اشاره کرد:
- افزایش طول عمر تجهیز و بالا رفتن ضریب ایمنی تجهیز
- توقف دستگاه بر اساس برنامه ریزی انجام شده
- تامین قطعات یدکی مورد نیاز
- اما این روش شامل معایی از جمله:
- توقف تجهیز در حین تولید
- مشکل بودن تعیین فاصله زمانی بین تو تعمیرات
- امکان بروز مشکل در تجهیز در بین فواصل زمانی تعیین شده
می باشد.
سومین روش از روش های تعمیرات ونگهداری، تعمیر و نگهداری بازدارنده است. در این روش بر ابتدا پیش بینی می کنند خرابی دستگاه رو همچنین با استفاده از داده های آماری دلایل خرابی دستگاه را استخراج کرده و در صدد رفع مشکلات آن بر می آیند.
شعار این روش این است: یکبار تعمیر کنید، درست تعمیر کنید
اما بهترین و مهم ترین روش تعمیر و نگهداری، تعمیر و نگهداری پیش بینانه است.
در این روش مهم ترین نکته پایش وضعیت دستگاه می باشد. شعار این روش این است که تا شکست رخ نداده، تعمیر را انجام ندهید. شماتیک شکل زیر بیانگر نحوه برخورد با تعمیر و نگهداری تجهیز می باشد.
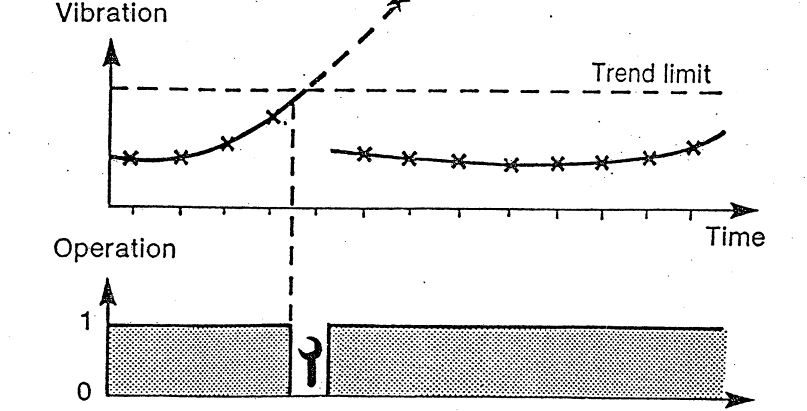
همانطور که از شکل پیداست، بر اساس پایش وضعیت تجهیز زمان تعمیرات آن مشخص می شود و پس از انجام تعمیرات و شروع بع کار تجهیز اگر مشکلی در کار وجود نداشته باشد اجازه توقف تجهیز تا بروز خرابی وجود نخواهد داشت.
مهم ترین اصولی که بایستی در این روش مورد توجه قرار بگیرد:
- پایش مستمر تجهیزات
- تعیین حد مجاز و هشدار برای هر تجهیز
- توقف تجهیز برای سرویس کاری و تعمیرات در زمان ضروری
- با پایش مستمر زمان رسیدن هر تجهیز برای تعمیرات مشخص می شود.
از مزایای تعمیر و نگهداری پیش بینانه:
- توقف تجهیز در زمان معین و مناسب
- جلوگیری از بروز ناگهانی خرابی
- کاهش زمان توقف تجهیز
- زمان کافی برای تامین قطعات
- کاهش میزان مصرف قطعات یدکی
- افزایش کیفیت محصول و بازدهی تجهیز
با توجه به تمامی این توضیحات چرا در مدار سرندکنی و سنگ شکنی توجه به تعمیرات و توقف آنها اهمیت دارد؟
پاسخ به این سوال توجه به این نکته است که هدف در مدار سرندکنی و سنگ شکنی تولید تناژ مناسب و با کیفیت برای تامین خوراک اولیه آسیاهای گلوله ای می باشد. در صورت خارج شدن هر تجهیز از مدار و توقف آن برای مدت زمان طولانی شاهد کاهش تناژ ارسالی خواهیم بود.
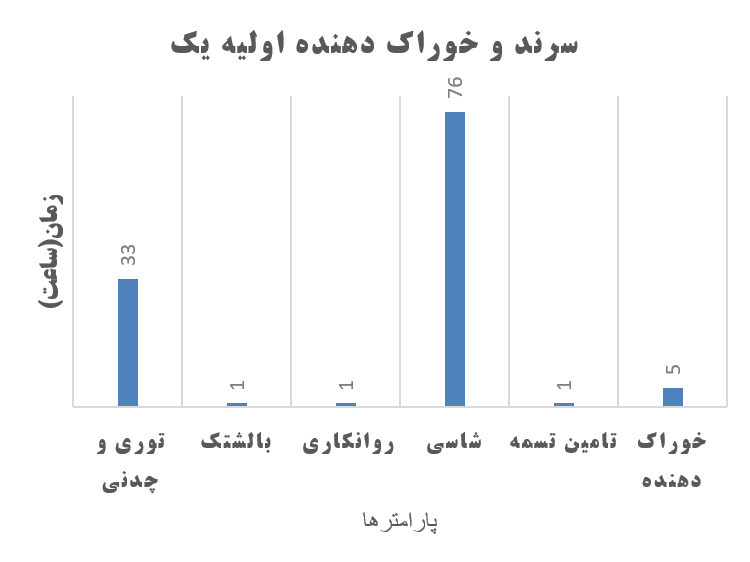
در مدار برای کاهش میزان تعمیرات و افزایش در خط بودن تجهیزات به صورت ماهانه آمار توقفات و دلایل آن ثبت و نگهداری می شود. توقف تجهیز زمانی مشکل ساز خواهد شد که زمان آماده به کار بودن آن افزایش پیدا کند. برای نمونه میزان توقف سرندو خوراک دهنده اولیه یک در فروردین ۹۹ به تفکیک پارامترهای موثر در توقف نشان داده شده است.
خاموش شدن تجهیزات در مدار در صورتی که افزایش بیش از حد داشته باشد به صورت زنجیر وار منجر به توقف تجهیزات دیگر خواهد شد. در شکل زیر نمایی از موقعیت قرارگیری تجهیزات در مدار سرندکنی و سنگ شکنی نشان داده شده است.
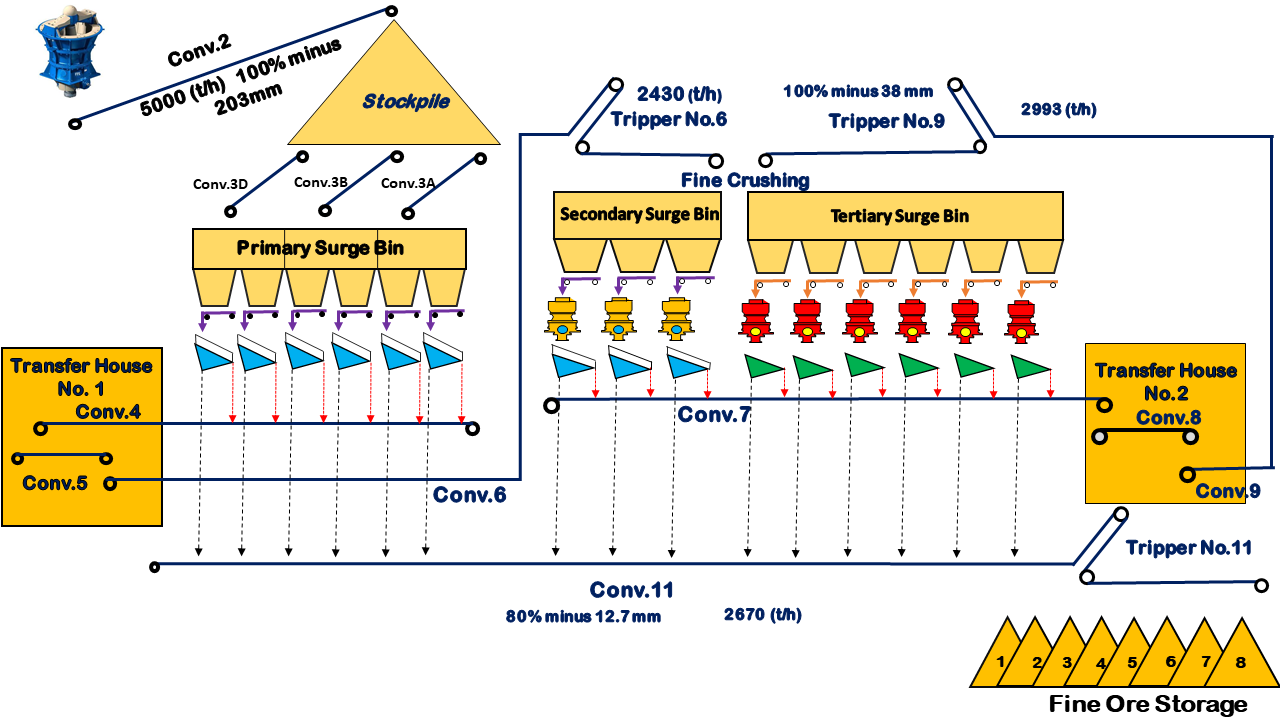 باتوجه به جانمایی تجهیزات در مدار اگر به عنوان مثال سه تجهیز از سرندکنی اولیه از مدار خارج شود به دلیل کاهش تناژ ارسالی به سنگ شکنی ثانویه میبایستی از یک سنگ شکن ثانویه استفاده شود که این امر منجر به کاهش تناژ ارسالی به سمت سنگ شکنی ثالثیه خواهد شد و به دلیل کمبود خوراک تازه شاهد از مدار خارج شدن تجهیزات بدلیل کمبود تناژ خواهیم بود که این امر منجر به کاهش میزان تناژ ارسالی به انبار نرمه خواهد بود.
باتوجه به جانمایی تجهیزات در مدار اگر به عنوان مثال سه تجهیز از سرندکنی اولیه از مدار خارج شود به دلیل کاهش تناژ ارسالی به سنگ شکنی ثانویه میبایستی از یک سنگ شکن ثانویه استفاده شود که این امر منجر به کاهش تناژ ارسالی به سمت سنگ شکنی ثالثیه خواهد شد و به دلیل کمبود خوراک تازه شاهد از مدار خارج شدن تجهیزات بدلیل کمبود تناژ خواهیم بود که این امر منجر به کاهش میزان تناژ ارسالی به انبار نرمه خواهد بود.
با توجه به نکات بررسی شده قرار بر بررسی تمامی توقفات و دلایل آنها در هر ماه شد. با بررسی این اطلاعات امکان دسترسی به گلوگاه های مدار خواهد بود و با این کار می توان با راه کار های مناسب میزان توقفات را در حد چشمگیری کاهش داد که منجر به افزایش در مدار بودن تجهیزات و افزایش میزان تناژ ارسالی به انبار نرمه می شود.





