
مدار تولید کنسانتره خطوط ۵، ۶ و۷ از چهار بخش خردایش اولیه، جدایش، آبگیری و خردایش نهایی تشکیل شده است.
محصول آسیای گلولهای ابتدا وارد چهار جداکننده مغناطیسی تر شدت متوسط (مرحله کوبر) میشود. هدف این بخش، جدا کردن ذرات فاقد خاصیت مغناطیسی و ارسال آنها به باطله نهایی است. کنسانتره جداکننده مرحله کوبر که حاوی ذرات با خاصیت مغناطیسی کم تا زیاد است، برای طبقهبندی به هیدروسیکلون منتقل میشود. تهریز هیدروسیکلون (ذرات درشت و قفلشده) برای رسیدن به درجه آزادی مطلوب به آسیای گلولهای برگردانده میشود و سرریز هیدروسیکلون به جداکنندههای مغناطیسی پرعیارکنی اولیه ارسال میشود. در این مرحله، از سه جداکننده مغناطیسی تر با شدت کم استفاده شده است. کنسانتره این بخش برای رسیدن به عیار مدنظر، وارد سه جداکنندههای مغناطیسی تر شدت پایین (مرحله شستشو) میشود. کنسانتره مرحله شستشو برای سولفورزدایی وارد سلولهای فلوتاسیون میشود. روش فلوتاسیون در این کارخانه، از نوع فلوتاسیون معکوس است، یعنی سولفور شناور میشود و مواد با ارزش (کنسانتره آهن) بهعنوان باطله از آخرین سلول خارج میگردد. باطله مراحل پرعیارکنی اولیه و شستشو و نیز بخش شناور شده مرحله فلوتاسیون، جهت آبگیری و ارسال به تیکنرهای باطله، وارد مخزن شماره ۸ میشود. کنسانتره آهن پس از رسیدن به حد مجاز عیار سولفور، برای آبگیری و ارسال به فیلترهای نواری ابتدا وارد سه جداکننده مغناطیسی تر شدت پایین میشود. کنسانتره این بخش به عنوان کنسانتره نهایی به سمت فیلترهای نواری ارسال میشود و باطله نیز برای جلوگیری از هدرروی مواد باارزش و نیز تأمین درصد جامد خوراک جداکنندههای مغناطیسی مرحله کوبر به مخزن محصول آسیا باز میگردد.

شکل ۱: مدار تولید کنسانتره خطوط ۵، ۶ و۷ مجتمع صنعتی و معدنی گلگهر
بخش فلوتاسیون
سلول های فلوتاسیون به منظور شناورسازی بخش با ارزش تا ابعاد ۱۰۰ میکرون و جداسازی آن ها از باطله مورد استفاده قرار میگیرند؛ از آن جایی که فرآیند فلوتاسیون در خطوط تولید کنسانتره ۵، ۶ و ۷ از نوع معکوس است در نتیجه بخش شناور شده باطله بوده و بخش خارج شده از انتهای سلول، کنسانتره را تشکیل میدهد؛ لازم به ذکر است هدف از فعالیت بخش فلوتاسیون موجود در این خطوط سولفورزدایی و کاهش عیارگوگرد کنسانتره به منظور فراهم کردن عیار مطلوب گوگرد برای ارسال به کارخانه گندله میباشد. سولفور باعث شکنندگی و تردی فولاد در حرارتهای بالا، کاهش خاصیت جوش خوردگی، افزایش خوردگی، آلودگی هوا در حین پخت گندله، افزایش مصرف سنگ آهک و افزایش تولید سرباره در بخش فولادسازی میشود.
در فرآیند فلوتاسیون برای فراهم نمودن شرایط شناور شدن کانیهای هدف، از مواد شیمیایی جمعکننده (کلکتور) و کفساز استفاده میشود. نحوه توزیع این مواد شیمیایی به این ترتیب است که در حالحاضر این مواد شیمیایی فقط در مخزن آمادهساز اضافه میگردند.
شناورسازی کانی مورد نظر به کمک مواد شیمیایی به نام کلکتور صورت میگیرد که برخورد آن با سطح کانی سبب آبران شدن آن و چسبیدن به حباب های هوا و در نهایت راهیابی به سطح سلول میشود؛ همچنین به منظور پایداری حباب های هوا از ماده شیمیایی تحت عنوان کفساز استفاده میشود.
مشخصات نوع و مقادیر مورد استفاده مواد شیمیایی در بخش فلوتاسیون خطوط ۵، ۶ و ۷ در جدول ۱ آمده است.
جدول ۱- مشخصات مواد شیمیایی مورد استفاده در خطوط ۵، ۶ و ۷

سیستم توزیع مواد شیمیایی طبق طرح اولیه کارخانه
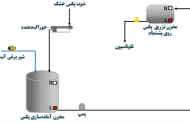
با توجه به شکل ۲، طبق طراحی اولیه کارخانه، هریک از مواد شیمیایی دارای دو مخزن بوده که یکی از آنها برای ذخیرهسازی و دیگری برای توزیع مواد شیمیایی مورد استفاده قرار میگرفت. در مخزن ذخیره، ماده شیمیایی به مقدار کافی نگهداری و به مخزن توزیع ارسال میشد، سپس مواد شیمیایی از مخزن توزیع، توسط پمپهای تزریق مواد شیمیایی بسته به مقدار مورد نیاز و تشخیص مراقبتکار به سلول های فلوتاسیون ارسال میشد. از آن جا که کلکتور نیاز به آمادهسازی اولیه دارد، یک مخزن بیشتر از مواد شیمیایی دیگر برای آن در نظر گرفته شده است؛ در این مخزن، PAX خشک به مقدار مشخص با آب ترکیب و سپس به مخزن ذخیره ارسال میشود.

شکل ۲- مدار توزیع مواد شیمیایی طبق طرح اولیه کارخانه
همان طور که در مدار شکل ۱ مشخص است مخازن شماره ۱، ۲ و ۳ به ترتیب وظایف آمادهسازی پکس، ذخیرهسازی و توزیع در پمپهای تزریق را در طرح اولیه برعهده داشته اند.
سیستم توزیع کلکتور فعلی در خطوط ۵، ۶ و ۷ تولید کنسانتره
شکل ۳، مدار فعلی توزیع مواد شیمیایی را نشان میدهد که در آن پمپهای دوزینگ و مخزن مربوط به آن کنار گذاشته شده است.

شکل ۳- مدار فعلی توزیع مواد شیمیایی خطوط ۵، ۶ و ۷
به مرور و با خراب شدن پمپ های دوزینگ این مرحله از مدار خارج شده و به جای آن یک مخزن ۲۰۰۰ لیتری بر روی پشت بام قرار گرفته است به صورتی که پکس آماده سازی شده به درون آن پمپ شده و به صورت ثقلی به مخزن آمادهسازی و سلول های فلوتاسیون (در حال حاضر فقط در تانک آمادهساز فلوتاسیون) اضافه میشود. همچنین با سوراخ شدن مخزن شماره ۱ پروانه همزن آن از نصب خارج و روی مخزن شماره ۲ نصب شد به این ترتیب تعداد مخزن آماده سازی پکس قدیمی کنار گذاشته و مخزن ذخیره پکس، جایگزین مخزن آمادهسازی شد.
۱- نشست مواد در مخزن و انسداد لولههای توزیع پکس
برای آمادهسازی پکس در مخزن آمادهسازی، مراقبتکار پکس خشک را از شوت بالای مخزن آمادهسازی پکس، درون مخزن میریزد تا وقتی که به صورت تجربی تشخیص دهد وزن مورد نظر برای ساخت پکس با غلظت ۱۰% تزریق شده است. سپس آب (آب برگشتی تیکنر) را درون مخزن تزریق میکند تا مخزن پر شود و آمادهسازی پکس صورت گیرد(شکل ۴).

شکل ۴- سیستم در حال حاضر آمادهسازی پکس
با توجه به شکل ۵، با استفاده از آب برگشتی تیکنر برای آمادهسازی پکس و وجود گل و لای در آن، نشست مواد در مخزن تزریق پکس پشتبام و لولههای توزیع پکس مشاهده میشد.

شکل ۵- استفاده از آب برگشتی و نشست مواد در مخازن و لولههای توزیع پکس
به همین دلیل مسیر لوله آب تمیز از مخزن آمادهسازی قبلی، به مخزن آمادهسازی فعلی انتقال و نشست مواد در مخازن پکس، کاهش یافت (شکل ۶).

شکل۶– تغییر مسیر لوله آب تمیز از مخزن آمادهسازی پکس قدیمی به مخزن آمادهسازی پکس کنونی
۲- عدم ساخت پکس با غلظت ۱۰ درصد
به دلیل عدم کنترل روی میزان پکس خشک تزریق شده به مخزن آمادهسازی پکس، غلظت پکس آماده شده یا بیشتر و یا کمتر از مقدار طرح (۱۰ درصد) میباشد.
۳- سرریز کردن مخازن پکس و MIBC
با توجه به اینکه سطحسنجهای کنترل سطح روی مخازن مربوط به پکس و MIBC مدتهاست از کار افتاده است، با پر شدن مخزن آمادهسازی پکس، شیربرقی آب بسته نمیشد و یا با پر شدن مخزن پکس روی پشتبام، پمپ خاموش نمیشد که این مورد باعث سرریز شدن مخازن میشد. در مخزن MIBC نیز به همین نحو، مخازن فاقد حسگر ارتفاع سطح میباشند.
۴- خرابی پمپها
هنگامی که مخزن پکس روی پشتبام خالی میشود، مراقبتکار باید متوجه خالی شدن پکس مایع شده باشد و از روی پشت بام خط، پمپ را به صورت دستی روشن کند و منتظر بماند تا مخزن روی پشتبام پر شود و وقتی که شروع به سرریز کردن میکند، پمپ را خاموش کند. گاهی اتفاق میافتد که مخزن آمادهسازی پکس کف کارخانه خالی از پکس مایع است و با روشن کردن پمپ جهت پر شدن مخزن روی پشتبام توسط مراقبتکار، پمپ هوا میکشد. این مورد خرابی پمپها را به همراه دارد.
اقدامات انجام شده
نصب حسگر و راه اندازی حلقهکنترلی مخزن مربوطه پکس
با وجود چالشهای ذکر شده در بخش ساخت و مصرف مواد شیمیایی، حسگرهای از کار افتاده روی تمام مخازن شناسایی شدند و تست سالم بودن یا نبودن آنها در محل و سپس کارگاه برق انجام شد. تنها دو حسگر پس از تعمیرات و کار روی آن قابل استفاده شدند که یکی از آنها روی مخزن آمادهسازی و دیگری روی مخزن پشتبام پکس نصب شد(شکل ۷). پس از نصب این حسگرها، برنامهای برای استفاده از حلقه کنترلی آن نوشته شد. حلقه کنترلی به اینصورت است که برای آمادهسازی پکس، مراقبتکار پکس را داخل مخزن آمادهسازی پکس میریزد و با تماس با اتاق کنترل، شیر برقی که در مسیر آب تمیز قرار دارد را باز میکند. با پر شدن مخزن و بالا آمدن شناور حسگر ارتفاع سطح و نشان دادن سطح بالا در اتاق کنترل، شیر برقی آب بسته میشود و از سرریز پکس آماده شده جلوگیری میکند.
همانطور که گفته شد، حسگر ارتفاع سطح دیگری روی مخزن پشتبام نصب شد که با خالی شدن مخزن و نشان دادن سطح پایین حسگر، پمپ بعد از مخزن آمادهسازی پکس روشن میشود (به شریط که مخزن آمادهسازی پکس خالی نباشد که پمپ هوا بکشد) و با پر شدن مخزن پکس روی پشتبام این حسگر دستور خاموش شدن پمپ را میدهد و از سرریز پکس مایع جلوگیری میشود. نمایی از لول سوئیچ در شکل ۸ قابل مشاهده میباشد.
شکل۷- حسگر نصب شده روی مخزن پکس پشتبام

شکل ۸- لول سوییچ نوع شناور
لازم به ذکر است که قبلا از حسگر گلابی شکل استفاده میشد که این نوع حسگرها پس از مدت کوتاهی از کار میافتادند و خرابی و خوردگی بدنه در آنها به طور مکرر مشاهده میشد(شکل ۹).

شکل ۹- سوراخ شدن شناور گلابی مخزن پکس پشت بام
پیشنهاد نصب و راهاندازی خوراک دهنده زیر شوت تزریق پکس
با توجه به اینکه غلظت پکس ساخته شده در فلوتاسیون از اهمیت بالایی برخوردار است، برای ساخت پکس مایع با غلظت ۱۰ درصد، پیشنهاد نصب خوراکدهنده مارپیچی زیر شوت تزریق پکس خشک داده شد که در شکل ۱۰ قابل مشاهده میباشد. با نصب این خوراکدهنده، ساخت پکس به صورت خودکار خواهد شد. به اینصورت که با خالی شدن مخزن آمادهسازی پکس، خوراکدهنده روشن و شیر برقی آب باز میشود و با پر شدن مخزن، خوراکدهنده خاموش و شیر برقی بسته میشود و عملا ساخت پکس با غلظت ۱۰ درصد بدون دخالت اپراتور ساخته خواهد شد.

شکل ۱۰- طرح پیشنهادی سیستم تزریق و ساخت پکس
همانطور که گفته شد، حسگر ارتفاع سطح دیگری روی مخزن پشتبام نصب شد که مطابق شکل ۱۱، در صورتی که مخزن آمادهسازی پکس خالی شود، حسگر روی مخزن آمادهسازی پکس، خوراک دهنده را روشن و شیر برقی آب را باز میکند تا آمادهسازی پکس انجام شود و زمانی که مخزن پر شود، این حسگر دستور بستن شیر برقی را میدهد. با خالی شدن مخزن تزریق روی پشتبام و نشان دادن سطح پایین حسگر، پمپ بعد از مخزن آمادهسازی پکس روشن میشود (به شرطی که مخزن آمادهسازی پکس خالی نباشد که پمپ هوا بکشد) و با پر شدن مخزن پکس روی پشتبام این حسگر دستور خاموش شدن پمپ را میدهد و از سرریز پکس مایع جلوگیری میشود.

شکل ۱۱- طرح پیشنهادی سیستم تزریق و ساخت پکس
{kind=link}
آخرین نظرات
محمد انصاری در: فروش نرم افزار تعیین مسیر بار در آسیاهای گردان(GMT; Grinding Media Trajectory) به دانشگاه China University of Mining and Technology
سلام. لطفا با مدیریت داخلی تماس بگیرید. ...
jamal63 در: فروش نرم افزار تعیین مسیر بار در آسیاهای گردان(GMT; Grinding Media Trajectory) به دانشگاه China University of Mining and Technology
سلام. وقت بخیر آیا این نرم افزار هنوز موجود هست و قیمت آن چقدر است؟ ...
سعید درویش تفویضی در: چهارصد و پنجاه و نهمین جلسه هفتگی مرکز تحقیقات فرآوری مواد کاشیگر (یک دهه تلاش جمعی برای بهبود طرح مجرای ورودی سنگشکنهای مخروطی ثالثیه مجتمع مس سرچشمه)
عالی فرشید جان، موفق باشی ...
محمد انصاری در: استانداردسازی فرآیند در کارخانههای مجتمع صنعتی و معدنی گلگهر:بازرسی فرآیندی جداکنندههای مغناطیسی تر کارخانه تغلیظ مگنتیت
سلام. برای رسم فلوشیت ها، از نرم افزار موازن که از تولیدات مرکز تحقیقات کاشیگر ا ...
jamal63 در: استانداردسازی فرآیند در کارخانههای مجتمع صنعتی و معدنی گلگهر:بازرسی فرآیندی جداکنندههای مغناطیسی تر کارخانه تغلیظ مگنتیت
سلام .وقت بخیر فلوشیت رو با چه نرم افزاری رسم کردین؟ ممنون ...