

این جلسه در تاریخ ۱۸ فروردین ۱۴۰۱ برگزار شد و موضوعات زیر مورد بررسی قرار گرفت:
- معرفی مواد شیمیایی مصرفی مدار فلوتاسیون
- اهمیت مصرف و توزیع مواد شیمیایی در کارخانههای فرآوری
- وضعیت مصرف مواد شیمیایی در کارخانه پرعیارکنی۲
- معرفی پمپهای مواد شیمیایی فاز۱
- خلاصه و جمعبندی
معرفی مواد شیمیایی مصرفی مدار فلوتاسیون
در مدار کارخانه پرعیارکنی۲، برای شناورسازی کانیهای مس، از سه نوع کلکتور Z11، R407 و TC15 ، دو نوع کفساز MIBC و F742 و برای شناورسازی مولیبدن از گازوئیل (F.O) استفاده میشود. با توجه به شرایط سنگ معدن ورودی از کلکتور Z11 و R407 با هم و به ترتیب برای شناورسازی کانیهای سولفیدی و اکسیدی مس و از کلکتور TC15 که به صورت انتخابی عمل میکند برای افزایش عیار استفاده میشود.
اهمیت مصرف و توزیع مواد شیمیایی در کارخانههای فرآوری
اندازه ذره یک متغیر بسیار مهم در کارآیی فلوتاسیون میباشد. اکثر نتایج فلوتاسیون از تاثیر اندازه ذرات بر عملیات فلوتاسیون نشان میدهند که یک دامنه بهینه، اندازه ذراتی وجود دارد که در آن کاهش میزان کلکتور تاثیر قابل توجهی بر بازیابی نمیگذارد. همانطورکه در شکل ۱ مشاهده میشود بازیابی ذرات ریز با کاهش مقدار کلکتور از ۷۰ به ۳۰ گرم برتن تغییر نمیکند، اما بازیابی ذرات درشت با کاهش مقدار کلکتور کاهش پیدا کرده است.
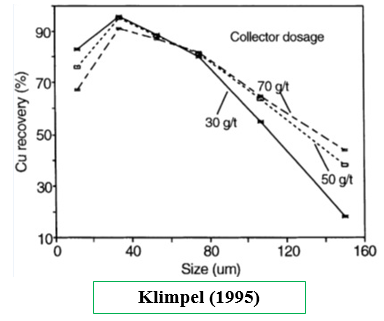
شکل۱: تاثیر تغییر مقدار کلکتور بر بازیابی ذرات
در شکل ۲ نیز نشان داده شده است که با افزایش مصرف کلکتور بازیابی ذرات ریز تغییر چشمگیری نمیکند، اما بازیابی ذرات درشت افزایش پیدا کرده است.
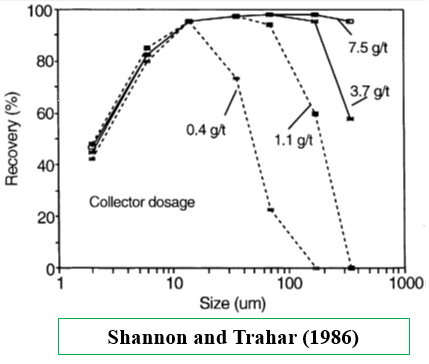
شکل۲: تاثیر افزایش مصرف کلکتور بر بازیابی ذرات
تاثیر دو نوع توزیع مواد شیمیایی در مدار پرعیارکنی اولیه و رمقگیر (با بررسی جداگانه و کلی مدار پرعیارکنی اولیه و رمقگیر) کارخانه مس و سرب معدن Brunswick Mining (شکل۳) بر بازیابی سرب نشان میدهد که بازیابی ذرات درشت در مرحله رمقگیر در توزیع ۲۰-۳۰-۵۰ نسبت به توزیع ۱۰-۲۰-۷۰ به دلیل در دسترس بودن کلکتور بیشتر در مرحله رمقگیر افزایش یافته است. اما در مدار پرعیارکنی اولیه به این دلیل که بیشتر ذرات ریز را بازیابی میکند، در نتیجه کاهش کلکتور اضافه شده به ورودی این مدار تاثیر محسوسی بر بازیابی نمیگذارد (شکل۴).
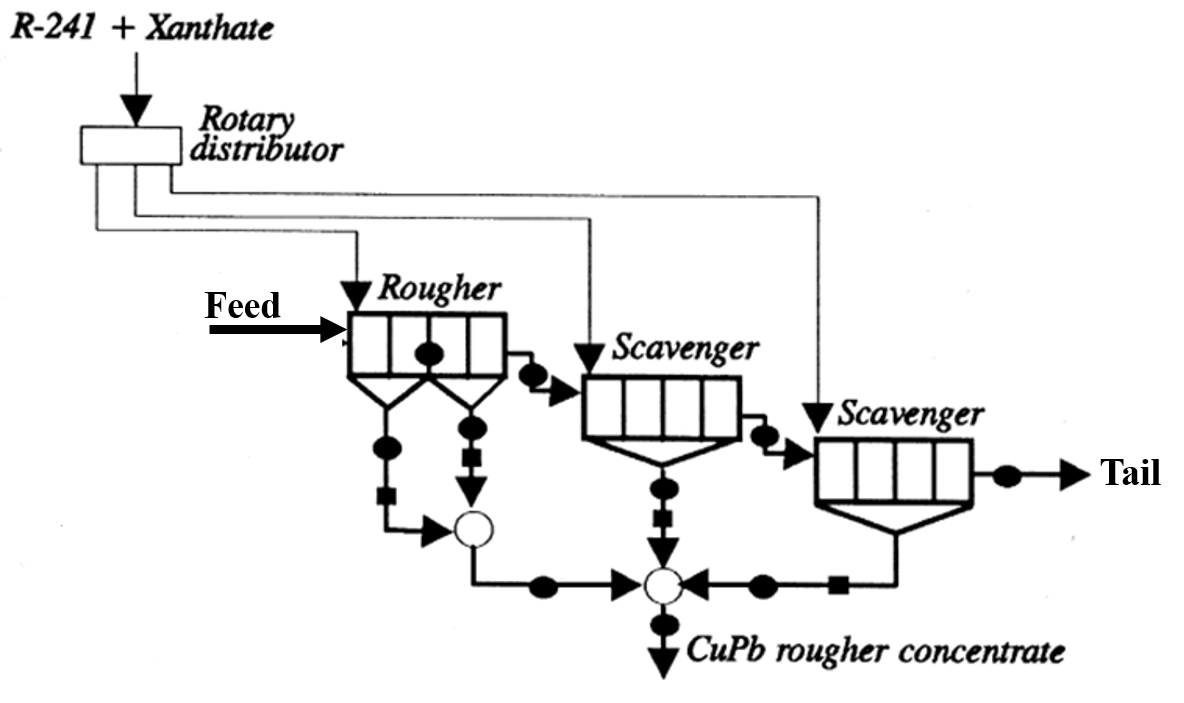
شکل۳: توزیع مواد شیمایی در مدار پرعیارکنی اولیه و رمقگیر
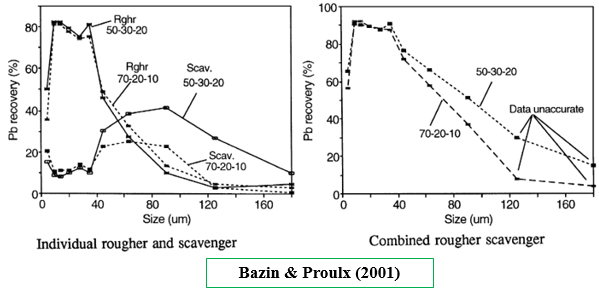
شکل۴: تاثیر دو توزیع مواد شیمیایی بر بازیابی سرب
در تحقیقی دیگر که در کارخانه پرعیارکنی ۱ مجتمع مس سرچشمه توسط آقای دکتر بنیسی و همکاران ایشان انجام شد، نتایج نشان داد که با توزیع مواد شیمیایی به صورت ۰-۲۵-۷۵ (اعداد به ترتیب درصد اضافه شدن مواد شیمایی به مدار آسیاکنی، ابتدای بانک دوم و ابتدای بانک سوم سلولهای پرعیارکنی اولیه) بازیابی ۱٫۳ درصد نسبت به توزیع ۰-۰-۱۰۰ افزایش پیدا میکند (شکل۵).
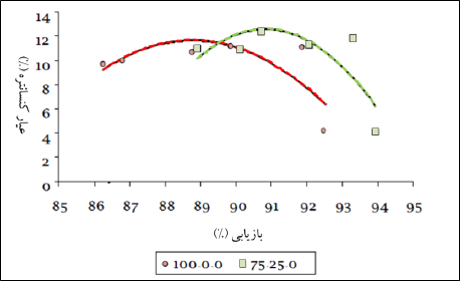
شکل۵: مقایسه دو نوع توزیع مواد شیمیایی بر عیار و بازیابی
با بررسی بازیابی اندازه به اندازه ذرات مطابق شکل ۶ مشخص شد که ذرات بزرگتر از ۱۰۰ میکرون بیشترین سهم را در افزایش بازیابی مدار داشتند.

شکل۶: سهم هر بخش از ذرات بر بازیابی مرحله پرعیارکنی اولیه
وضعیت مصرف مواد شیمیایی در کارخانه پرعیارکنی ۲
به منظور توزیع مواد شیمایی در فاز۱ کارخانه پرعیارکنی ۲ برای هر ماده شیمیایی از دو پمپ استفاده شده است، که یک پمپ آماده به کار میباشد. این پمپها دور متغیر هستند و امکان توزیع مواد شیمیایی در پنج نقطه را طبق طراحی دارند (شکل۴).
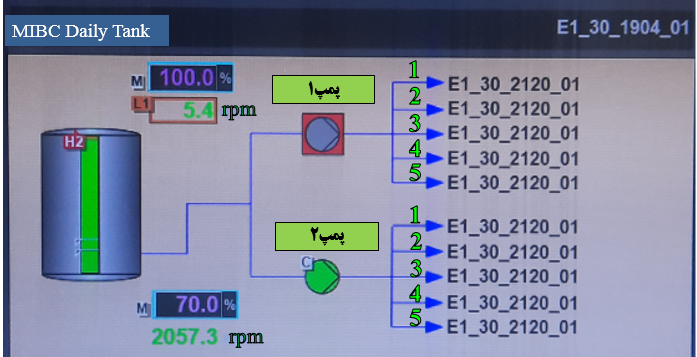
شکل۷: نمایش پمپها و تعداد نقاط توزیع مواد شیمیایی
در شکل ۶ مقدار مصرف مواد شیمیایی طبق طرح اولیه کارخانه به ازای تناژ ۹۰۰ تن بر ساعت برای عیار ۰٫۸۱، طبق الگوی طراحی با عیار ۰٫۶۱ درصد و شرایط مصرف فعلی کارخانه نشان داده شده است. در واقع این نمودار نشان میدهد که در شرایط فعلی با توجه به کاهش عیار ورودی به کارخانه از ۰٫۸۱ به ۰٫۶۱درصد نیاز است که مقدار مواد شیمیایی طبق الگوی طراحی با عیار ۰٫۶۱ درصد (نمودار آبی رنگ) به مدار اضافه شود، همانطور که مشاهده میشود وضعیت مصرف مواد شیمیایی در شرایط فعلی پایینتر از مقدار آن با الگوی طراحی با عیار ۰٫۶۱ درصد میباشد و نیاز است که مقدار مصرف مواد شیمیایی افزایش داده شود.
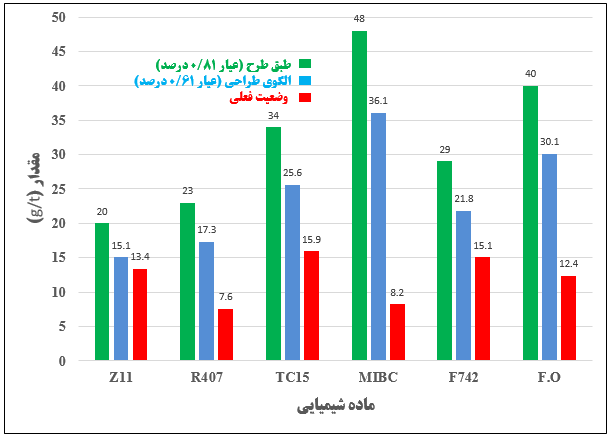
شکل۸: وضعیت مصرف مواد شمیایی با الگوی طراحی برای عیار ۰٫۸۱، ۰٫۶۱ درصد و شرایط فعلی
معرفی پمپهای مواد شیمیایی فاز۱
پمپهای جابجایی مثبت با به دام انداختن مقدار ثابتی مایع و آزاد کردن ناگهانی آن، باعث ایجاد حرکت مایعات میشوند. پمپهای جابجایی مثبت رفت و برگشتی دارای قسمتهای رفت و برگشتی برای پمپاژ مایع هستند. قسمت رفت و برگشتی میتواند یک پیستون یا دیافراگم باشد. در انواع پیستونی، حرکت پیستون مستقیما باعث پمپاژ و انتقال سیال می شود (شکل۹). اما در مدل دیافراگمی، دیافراگم از طریق پیستونی که به آن متصل است، حرکت می کند. در نتیجه حجم داخل پمپ مدام تغییر کرده و مایع را جا به جا می کند. پمپ پیستونی در ساختمان خود نیاز به پکینگ (آب بند) دارد. در حالیکه نوع دیافراگمی نیازی به آن ندارد. هرچند کاربرد پمپ های رفت و برگشتی در صنایع شیمیایی است، اما چون وجود پکینگ، باعث ترشح و نشتی سیال می شود. به همین خاطر، کاربرد پمپ های پیستونی برای برخی از سیالها با محدودیت مواجه می شود. از جمله آنها میتوان به مواد شیمیایی گران یا خطرناک (اعم از سمی و خورنده) اشاره کرد. برای پمپاژ این نوع سیالات باید از پمپهای دیافراگمی استفاده شود.
شکل۹: پمپ جابجایی مثبت رفت و برگشتی پیستونی
پمپهای مواد شیمیایی فاز۱ از نوع جابجایی مثبت رفت و برگشتی دیافراگمی میباشند. عملیات پمپاژ در پمپهای دیافراگمی در یک کورس انجام میشود. در هر کورس پیستون متصل به شفت گریز از مرکز، یک حرکت رو به عقب سپس رو به جلو را انجام میدهد (شکل۱۰). در حرکت رو به عقب پیستون، ماده شیمیایی از تانک ذخیره روزانه به داخل محفظه دیافراگم مکش میشود. در هنگام مکش مایع، شیر یک طرفه ورودی بالا رفته و اجازه ورود مایع به محفظه دیافراگم را میدهد. از طرفی شیر یک طرفه خروجی توسط نیروی وزن مایع پمپاژ شده رو به پایین حرکت کرده و مانع برگشت مایع پمپ شده به محفظه دیافراگم میشود. با حرکت رو به جلوی پیستون، مایع در محفظه متراکم شده و به دنبال راهی برای خروج از محفظه میگردد. در این لحظه شیر یکطرفه ورودی توسط ساچمه بسته شده و مایع با باز کردن شیر یکطرفه بالایی از محفظه دیافراگم خارج شده و وارد لوله کشی تعبیه شده میشود. در هر کورس، یک ضربه خفیف ایجاد میشود که با لمس لولهکشی تعبیه شده بعد از خروجی پمپ قابل حس است.
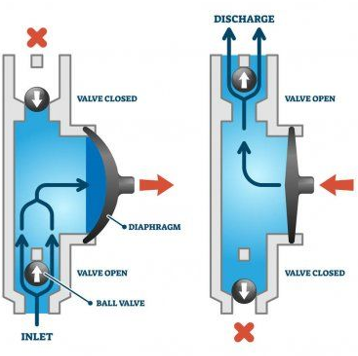
شکل۱۰: پمپ جابجایی مثبت رفت و برگشتی دیافراگمی
استفاده از پمپهای جابجایی مثبت عمومیت ندارد و فقط در شرایط ویژهای مورد استفاده قرار میگیرند. به طور مثال، در مواقعی که فشار خروجی زیاد مورد نظر است یا ویسکوزیته سیال زیاد باشد، استفاده از این پمپها ارجحیت دارد. همچنین، در مواردی که ثبات نسبی دبی مدنظر باشد، به علت تغییرات اندک دبی جریان در پمپهای جابجایی مثبت و عدم وابستگی نسبی آن به فشار سیستم، ترجیحاً باید از پمپهای جابجایی مثبت استفاده شود.
خلاصه و جمعبندی
- از آنجا که سطح ویژه ذرات ریز بیشتر از ذرات درشت میباشد درنتیجه باعث مصرف بیشتر کلکتور میشوند، در صورتی که به کلکتور کمتری برای شناوری نیاز دارند، بنابراین میتوان با توزیع مناسب، از هدرروی مواد شیمیایی توسط ذرات ریز جلوگیری کرد.
- اضافه کردن مرحله به مرحله مواد شیمیایی در یک ردیف از سلولهای فلوتاسیون بیشترین تاثیر را روی بازیابی ذرات درشت دارد.
- مصرف مواد شیمیایی در وضعیت فعلی با الگوی طراحی با عیار ۰٫۶۱ درصد مقایسه شد، نتایج نشان داد که در وضعیت فعلی مصرف مواد شیمیایی پایینتر از الگوی طراحی میباشد.
- پمپهای مواد شیمیایی فاز۱ معرفی و نحوه عملکرد آنها گفته شد.





