

در این جلسه که مورخ ۲۱ بهمن ۱۴۰۰ برگزار شد، روند تعویص آستر آسیاهای نیمه خودشکن، نقاط ضعف و قوت و برخی پیشنهادات بررسی گردید.
تعویض آستر آسیای نیمه خودشکن فاز ۱
در ابتدا کلیاتی در خصوص آسترهای آسیای نیمه خودشکن فاز ۱ بیان شد که شامل تعداد هر آستر، موقعیت آنها و… بود. این آسترها در شکل ۱ مشاهده میشوند. آسترهای تعویضی در آسیای نیمه خودشکن فاز ۱ شامل آستر جداره، آستر بیرونی و میانی سر ورودی، تعدادی از آسترهای گوشه و شبکهها بود که در کل زمان تعویض آستر این آسیا در این دوره برابر ۱۵۰ ساعت بود.
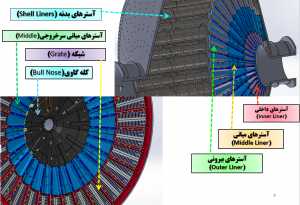
شکل ۱: نمایی از آسترهای آسیای نیمه خودشکن فاز ۱
سپس به بررسی روند تعویض آستر جداره و گوشه پرداخته شد. آسترهای جداره در آسیای نیمه خودشکن فاز ۱، از ۴۰ ردیف که در هر ردیف ۲ آستر نصب شده تشکیل شده است. این ردیفها به صورت یکی در میان سه پیچ و چهارپیچ بوده که محل پیچها در آستر سه پیچ روی بالابر و در آستر چهارپیچ روی کفشک میباشد (شکل ۲).

شکل ۲: آسترهای جداره نصب شده
ارتفاع بالابر آستر بدنه در این دوره بر خلاف دو دوره قبل به ۲۰ سانتی متر کاهش پیدا کرد زاویه رهایی نیز برابر ۳۰ درجه بود. همچنین بر حسب وضعیت آسترهای گوشه، در هر دوره این آسترها ممکن است تعویض شوند. در این دوره ۶ آستر گوشه که تحت سایش زیادی قرار گرفته بودند تعویض شدند. در کل زمان تعویض این آسترها ۶۷ ساعت بود که نسبت به دو دوره قبل افزایشی ۸ ساعته ثبت شد.
همچنین بر حسب زمان عملیاتی و تناژ خشک ورودی، میانگین تناژ در این دوره محاسبه شد که این مقدار برابر ۹۰۰ تن بر ساعت بوده و از دوره قبلی ۴۰ تن بر ساعت بیشتر شده بود. علاوه بر آن میانگین سایش آسترهای بدنه در این دوره بر حسب تناژ ورودی در این دوره (۹۰۰ تن بر ساعت) در ۱۰۰۰ ساعت محاسبه شد که برابر ۴۵ میلی متر بود. شکل ۳ میزان سایش در این دوره و دورههای قبل را نشان میدهد.

شکل ۳: میزان سایش آسترهای بدنه به ازای ۱۰۰۰ ساعت کارکرد
در ادامه جلسه در خصوص طرح جدید آستر بیرونی و میانی سر ورودی صحبت شد که در ادامه به آن پرداخته میشود.
نصب طرح جدید آستر بیرونی و میانی سر ورودی
به دلیل سایش زیاد آستر بیرونی سر ورودی که ناشی از برخورد زیاد بار در این ناحیه از آسیا میباشد، لازم است تا این آستر در تمامی دورهها تعویض گردد. از آنجایی که مطابق بررسی پروفیل آسترهای میانی سر ورودی، این آسترها خیلی در معرض سایش قرار نداشته و به جز ۲۰ سانتی متر انتهایی آن، بقیه طول آستر ساییده نمیشود، طرح جدیدی برای آستر میانی و بیرونی سر ورودی آسیای نیمه خودشکن فاز ۱ در دوره قبل ارائه و یک آستر به عنوان نمونه نصب شد. به موجب این طرح ۲۰ سانتی متر از انتهای آستر میانی کاهش و به آستر بیرونی اضافه شد (شکل۴).
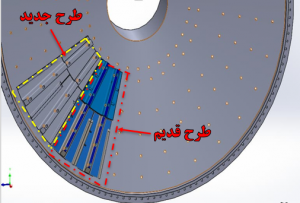
شکل ۴: طرح جدید و قدیم آسترهای میانی و بیرونی سر ورودی
پس از بررسی آستر نمونه نصب شده در دوره قبل و نتیجه موفقیت آمیز آن در این دوره تمامی آسترهای میانی و بیرونی سر ورودی حدا و آستر طرح جدید به جای آن نصب شد. مدت زمان تعویض این آسترها به علاوه ۳ آستر گوشه ( که به علت جدا شدن ناشی از اشتباه پیمانکار و سایر پرسنل بوده) ۴۲ ساعت به طول انجامید (شکل ۵).

شکل ۵: نصب طرح جدید آستر بیرونی و میانی سر ورودی
به سبب این طرح نیازی به تعویض هر دو سال یکبار آست میانی سر ورودی نیست و با توجه به میانگین زمان ۱۵ ساعته برای تعویض آن و همچنین میانگین تناژ ۹۰۰ تن بر ساعت میتوان استحصال ماده معدنی را به میزان ۱۳۵۰۰ تن افزایش داد که با توجه به نرخ فعلی مس در بازار جهانی چیزی در حدود ۱۸ میلیارد تومان سودآوری نصیب کارخانه خواهد کرد.
در ادامه جلسه به تعویض شبکه خروجی آسیای نیمه خودشکن فاز ۱ پرداخته شد.
تعویض شبکه خروجی
در آسیای نیمه خودشکن فاز ۱ ( و فاز ۲) از دو نوع شبکه خروجی معمولی و خزینهای استفاده میشود (شکل۶).

شکل۶: انواع شبکه خروجی آسیای نیمه خودشکن
هدف بکارگیری شبکه خزینهای با وجود اینکه کاهش گرفتگی بود، اما در این شبکه افزایش میزان گرفتگی و کاهش سطح باز حتی در ساعات اولیه کارکرد آن نسبت به شبکه معمولی مشاهده میشود.
در آسیای نیمه خودشکن فاز ۱ در این دوره ۱۸ شبکه معمولی و ۱۲ شبکه خزینهای در مدت زمان ۴۱/۵ ساعت تعویض شد. چالش اصلی در تعویض شبکه خروجی، جدا کردن اولین شبکه فرسوده میباشد که این کار مستلزم این است که ابتدا شبکهای که فاصله زیادی به شبکههای اطراف خود داشته ( و ترجیحا گلوله کمی بین آنها در یک سمت وجود دارد) را انتخاب کرده و اقدام به برش گلولهها با دستگاه برش شود. در نهایت با ضربات، شبکه جدا شود که البته این پروسه معمولا زمان زیادی را صرف میکند.
اما سپس به پیشنهاد تغییر طرح آستر داخلی سر ورودی آسیای نیمه خودشکن فاز ۱ پرداخته شد.
به حهت بررسیهایی که از طریق پایش از این آسترها صورت گرفت مشخص شد که این آسترها به هیچ وجه تحت سایش ناشی از برخورد بار با آنها قرار نمیگیرند.به طوری که از زمان احداث فاز ۱ این آسترها تاکنون تعویض نشدهاند؛ لذا، احتیاجی به وجود بالابر روی آنها وجود ندارد. به همین جهت، طرح جدیدی پیشنهاد و نقشه آن طراحی شد که مطابق آن، بالابر این آستر حذف شده است. با توجه به نصب ۱۵ آستر داخلی و کاهش وزن ۲۳۷ کیلوگرمی ناشی از حذف بالابر، در مجموع وزن آسیا ۳۵۵۵ کیلوگرم کاهش خواهد یافت. طرح قدیم و جدید (پیشنهادی) در شکل ۷ نشان داده شده است.
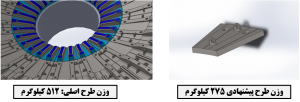
شکل ۷: طرح پیشنهادی و فعلی آستر داخلی سر ورودی آسیای نیمه خودشکن فاز ۱
پس از اتمام مباحث مربوط به تعویض آستر آسیای نیمه خودشکن فاز ۱ به فاز ۲ پرداخته شد.
تعویض آستر آسیای نیمه خودشکن فاز ۲
این دوره از تعویض آستر آسیای نیمه خودشکن فاز ۲ نسبت به دوره قبل از حیث زمانی بهبود یافته و مدت زمان ۱۲۶ ساعت برای آن ثبت شد.
تعویض آستر جداره و گوشه
در ابتدا موضوع تعویض آسترهای جداره و گوشه آسیای نیمه خودشکن فاز ۲ ذکر گردید. در این آسیا ۴۸ ردیف دوتایی آستر جداره وجود داشته که همگی آنها سه پیچ و با فاصله نامتقارن از هم هستند. مدت زمان تعویض این آستر در این دوره برابر علیرغم اینکه ۲۶ آستر گوشه نیز همراه آن تعویض شد در مجموع ۷۱ ساعت بود که کاهش ۵ ساعته نسبت به دوره قبل (بدون تعویض آستر گوشه) را ثبت کرد. شکل ۸ نشان دهنده آسترهای جداره نصب شده میباشد. ارتفاع بالابر این آسترها مطابق دوره قبل ۱۹ سانتی متر و با زاویه رهایی ۳۰ درجه میباشد.

شکل ۸: آسترهای جداره تعویض شده آسیای نیمه خودشکن فاز ۲
زمان عملیاتی در این دوره ۴۴۱۷ ساعت بوده که نسبت به دوره قبل افزایش داشته است. از طرفی، متوسط تناژ نیز با افزایشی ۴۰ تن بر ساعته در این دوره نسبت به دوره قبل به ۸۲۸ تن بر ساعت رسید. شکل ۹ نیز میزان سایش آسترهای جداره در ۱۰۰۰ ساعت بر حسب میلی متر (بر اساس تناژ ورودی) و روند نرخ سایش آنها در طول ساعت کارکردشان را نشان میدهد.

شکل ۹: روند نرخ سایش آسترهای جداره و میزان سایش به ازای ۱۰۰۰ ساعت کارکرد
اما یکی از مشکلات موجود در خصوص تعویض آسترهای گوشهی آسیای نیمه خودشکن فاز ۲ عدم وجود گوشواره روی آنها به منظور جابجایی آن توسط دستگاه جابجا کننده آستر است که همین امر سبب میشود تا برای تعویض این آستر مطابق شکل ۱۰، مهرهای روی آن جوش داده شده و توسط دستگاه جابجا شود.

شکل ۱۰: جوش دادن مهره روی آستر گوشه به جهت جابجا کردن آن
علاوه بر آن وجود روزنههایی در دو سمت آستر گوشه که به همین منظور طراحی شده بود ولی کاربردی ندارد، سبب ضعیف شدن آستر در این نواحی شده و عمده سایشها و شکستها از همین قسمتها میباشد. نمونهای از این سایش در شکل ۱۱ نشان داده شده است.

شکل ۱۱: سایش آستر گوشه از سمت بالایی آن
در دورههای قبلی نقشهای مطابق شکل ۱۲ پیرامون رفع این مشکل طراحی و به شرکت سازنده ارائه شده بود. ولی در حال حاضر از آن ساخته نشده است.

شکل ۱۲: نقشه طرح جدید آستر گوشه آسیای نیمه خودشکن فاز ۲
تعویض آستر بیرونی سر ورودی
در این دوره تعویض ۲۸ آستر بیرونی سر ورودی نیز انجام شد که زمان انجام این کار در کل برابر ۱۵ ساعت بوده که بهبود ۹ ساعته نسبت به دو دوره قبل را داشته است (شکل ۱۳).

شکل ۱۳: تعویض آسترهای بیرونی سر ورودی
تعویض شبکه خروجی
به مانند آسیای نیمه خودشکن فاز ۱ تعویض شبکه خروجی برای آسیای نیمه خودشکن فاز ۲ نیز انجام شد. در این آسیا نیز از دو نوع شبکه خروجی معمولی و خزینه ای با تعداد ۱۸ و ۱۰ عدد استفاده شد. شکل ۱۴ زمان تعویض شبکه خروجی فاز ۲ را در دورههای اخیر نشان داده است که این دوره با ثبت زمان ۳۵ ساعت یکی از بهترین دورهها از حیث زمان تعویض بود.

شکل ۱۴: زمان تعویض شبکه خروجی آسیای نیمه خودشکن فاز ۲ در ادوار مختلف
تعویض آستر کله گاوی
آستر کله گاوی که داخلی ترین آستر سر خروجی آسیای نیمه خودشکن میباشد حدودا در هر ۴ یا ۵ دوره از تعویض آستر یکبار نسبت به تعویض آن اقدام میشود. وظیفه آستر کله گاوی خروج پالپ از بالابر پالپ به سمت ترانیون خروجی آسیا میباشد. مطابق شکل ۱۵ از ۷ آستر کله گاوی آسیای نیمه خودشکن فاز ۲، سه آستر یه دلیل تعویض در ماههای گذشته وضعیت خوبی داشته و نیاز به تعویض نداشتند. اما ۴ آستر کله گاوی دیگر در این دوره در زمان ۳/۵ ساعت تعویض شدند.

شکل ۱۵: وضعیت آسترهای کله گاوی آسیای نیمه خودشکن فاز ۲
نکات مثبت تعویض آستر این دوره
در ادامه جلسه و پس از توضیح در خصوص روند تعویض آسترهای آسیاهای نیمه خودشکن، در خصوص نکات مثبت این دوره صحبت شد.
از جمله نکات مثبت در این دوره که بسیار به تسریع روند کار کمک کرد نصب فیلتر هوا (تله آبگیر) برای هوای ورودی به جکهای بادی بود (شکل ۱۶). در دوره قبل یکی از عوامل مهم در کندی روند کار خرابیهای مداوم ناشی از آچارهای بادی بودند. علت این خرابیها عمدتا به دلیل تجمع مواد در مسیر هوای وردی به آچار و کاهش فشار هوا بود که سبب فشار آوردن زیاد به آچار بادی توسط پرسنل و در نهایت شکست درایو آن میشد. به طوری که چهار آچار بادی فقط برای تعویض آستر آسیای نیمه خودشکن فاز ۲ استفاده شد. علاوه بر آن از آچار بادی با قدرت بیشتری در این دوره استفاده شد که این امر هم در تسریع کار بی تأثیر نبود.

شکل ۱۶: فیلتر هوا به منظور تصفیه هوای ورودی به آچار بادی
از جمله نکات مثبت دیگر در این دوره، دقت بیشتر پرسنل در چسباندن لاستیکهای ۰/۵ سانتیمتری در پشت آسترهای جداره بود. در دوره قبل این کار به خوبی صورت نمیگرفت و همانطور که در شکل ۱۷ مشخص است برخی اوقات لاستیکها حین نصب آستر جدا میشدند. این امر سبب میشد تا زمانی صرف خارج کردن آستر از آسیا و چسباندن مجدد لاستیک پشت آن شود.

شکل ۱۷: جدا شدن لاستیک پشت آستر حین نصب
اما در این دوره علیرغم این که فصل زمستان بوده و بارش وجود داشته اما این کار بهتر صورت گرفت و همچنین قطعاتی نیز روی آنها قرار داده شد تا کیفیت کار بالاتر برود (شکل ۱۸). البته لازم به ذکر است عواملی مثل چینش بد آسترها مقابل آسیا سبب میشد تا باز هم برخی لاستیکها از آستر جدا شوند که نیازمند دقت بیشتری در این خصوص میباشد.

شکل ۱۸: قرار دادن قطعاتی روی لاستیک های چسبانده شده
نکات منفی تعویض آستر این دوره
از جمله نکات منفی در تعویض آستر این دوره که مورد بحث قرار گرفت نصب دیر هنگام و نامناسب داربستها بود. علیرغم اطلاع پرسنل از تعداد داربستها و محل نصب آن در اطراف هر آسیا، اما باز هم در این دوره آستر سر ورودی آسیای نیمه خودشکن فاز ۲ با تأخیری حدود ۴/۵ ساعته نصب شد . علاوه بر آن ارتفاع نامناسب برخی داربستها سبب سختتر شدن کار برای پرسنل تعویض آستر میشود. لذا لازم است تا با وجود مشخص بودن محل پیچ آسترها پس از توقف آسیاها، دقت بیشتری در ارتفاع نصب داربستها شود (شکل ۱۹).
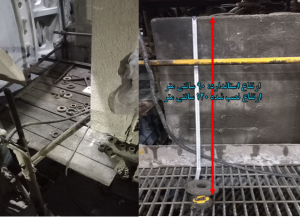
شکل ۱۹: نصب دیر هنگام و با ارتفاع نامناسب برخی داربست ها





