

این جلسه در روز پنجشنبه به مورخ ۱۴۰۰/۰۸/۱۳ برگذار شد و به بررسی عوامل موثر در کاهش مکش درخطوط تولید خشک کارخانه تغلیظ پرداخته شد.
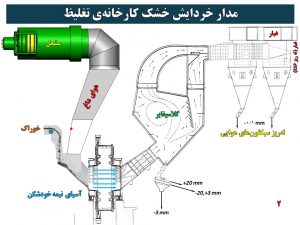
برای مقدمه مدار خطوط خشک کارخانه تغلیظ به این صورت است که مواد پس از خردایش اولیه در سنگ شکن به سیلوهای خوراک دهی آسیای نیمه خودشکن تغلیظ وارد می شود و سپس توسط خوراک دهنده ها به آسیای نیمه خودشکن خوراک دهی می شود. این خطوط به علت اینکه خشک هستند و انتقال مواد به مراحل بعدی با جریان هوا است، بنابراین مواد برای خشک شدن و بهبود فرآیند خردایش از مشعل جهت این عمل استفاده می شود. پس از اینکه مواد خشک و به ابعاد مورد نظر رسیدند توسط مکش به کلاسیفایر و مراحل بعدی منتقل می شود، مواد پس از این که وارد کلاسیفایر می شود به علت باز شدگی سرعت مواد و سیال گرفته می شود و مواد درشت به ته ریز و مواد ریز به سرریز منتقل می شوند. موادی که از ته ریز کلاسیفایر خارج می شود به روی سرند دو طبقه ریخته و دانه بندی انجام میشود که ابعاد زیر ۳ میلی متر به محصول نهایی و ابعاد بین ۲۰ میلی متر و ۳ میلی متر بار ریجکتی که ۳۰ درصد از بار خط ۴ یعنی پلیکام را تامین می کند. و ابعاد ریز سر ریز کلاسیفایر به سیکلون ها منتقل می شود. حد جدایش سیکلون ها ۱۰۰ میکرون بوده و ابعاد درشت از ته ریز سیکلون با محصول نهایی سرند به جداکننده های مغناطیسی منتقل می شود. سر ریز سیکلون ها که دارای یک غلظت مواد می باشد وارد رسوب دهنده الکترواستاتیکی(ESP) می شود . در این تجهیز غبار موجود در جریال سیال باید گرفته شود. و پس از آن هوای تمیز از سمت مکنده کشیده شده و از طریق دودکش به بیرون دمیده می شود. این خطوط چون خشک هستند باید هیچ گونه نشتی هوا در مدار وجود نداشته باشد، وجود نشتی موجب افت مکش و در نتیجه موجب کاهش تولید خواهد شد، همچنین همه تجهیزات باید در حالت استاندارد خود کار کنند، عدم کار کرد در حالت استاندارد هر تجهیزی بر کارایی قبل و بعد از همان تجهیز تاثیر به سزایی دارد. به طور مثال عدم کارد کرد سیکلون ها در حالت استاندارد خود موجب افزایش غلظت مواد در سیال ورودی به رسوب دهنده الکترواستاتیکی شده و باعث کاهش کارایی رسوب دهنده ها می شود.
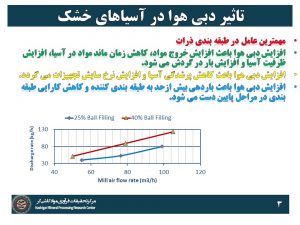
در طراحی خطوط خشک از موارد مهمی که باید در نظر گرفته شود دبی هوا است. دبی هوا یکی از عوامل مهم در طبقه بندی ذرات می باشد، با تغییر در میزان دبی هوا،اندازه ذرات خروج از آسیا نیز تحت تاثیر قرار میگیرد به طور مثال با افزایش دبی هوا، به علت مکش زیاد ذرات درشت تری از آسیا به سمت خروجی منتقل می شود. برای افزایش خروجی مواد از آسیا با افزایش دبی هوا امکان پذیر می باشد. با افزایش دبی هوا زمان ماند مواد در آسیاکمتر شده و بار درگردش و ظرفیت آسیا افزایش می یابد در نتیجه با افزایش دبی هوا میزان پرشدگی آسیا کمتر و نرخ سایش افزایش می یابد. از طرفی با افزایش دبی هوا و افزایش تولید میزان بار ورودی به سیستم طبقه بندی کننده افزایش می یابد و به علت افزایش ضخامت بار روی سرند کارایی سیستم طبقه بندی کننده کمتر می شود. برای بررسی این موضوع در آزمایشگاه تاثیر دبی هوا بر خروجی مورد بررسی قرار گرفته است با دو پرشدگی مختلف گلوله طبق داده های به دست آمده با افزایش دبی هوا میزان خروجی هوا افزایش می یابد و وجود گلوله به علت بهبود فرآیند خردایش، تاثیر دبی هوا در پرشدگی های بیشتر گلوله بیشتر است.

برای افزایش تولید در خطوط خشک، هوا باید از بین ذرات موجود در آسیا عبور کند به طو کلی هرچقدر میزان نفوذ پذیری هوا در بین ذرات مواد داخل آسیا زیاد باشد، موجب افزایش تولید می شود. دبی هوا همچنین باعث طبقه بندی بهتر مواد در داخل آسیا می شود زیرا موادی که تحت خردایش قرار گرفته اند با جریال هوا به سمت خروجی منتقل می شوند و به طور کلی سرعت جریال هوا در آسیاهای خشک تعیین کننده اندازه محصول نهایی خروجی از آسیا و میزات تولید می باشد.
باید این نکته را در نظر گرفت که در آسیاهای خشک در عمل و پس از طراحی ، مکنده آخر مدار مقدار معینی از دبی هوا با مواد را می تواند جا به جا کند ، زیرا فن مکنده آخر مدار یک ظرفیتی برای حمل هوا دارد. برای افزایش تولید باید از سایر پارامترهای دیگر ازجمله افزودن گلوله به آسیای نیمه خودشکن استفاده کرد. زیرا بدون افزایش کار انجام شده روی مواد نمی تواند افزایش تولید در یک شرایط ثابت را امکان پذیر کرد.





