
این جلسه روز پنجشنبه ۲۲ آبان ۹۹ برگزار شد، موضوعاتی که در این جلسه مورد بحث قرار گرفت به شرح زیر میباشد:
- مقدمهای درباره بخش ثابت و متحرک همزن
- معرفی مدار فلوتاسیون کارخانه پرعیارکنی یک
- دلایل کاهش بازیابی در مدارهای فلوتاسیون
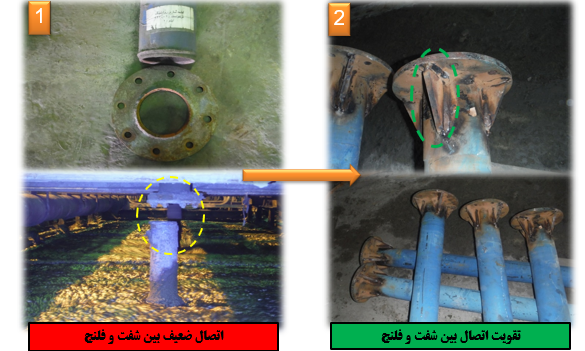
- تقویت اتصال بین شفت و فلنج
- تاثیر عملکرد همزنها برکارایی مدار
- راهحلهای موجود برای کاهش تعداد توقفات همزنها
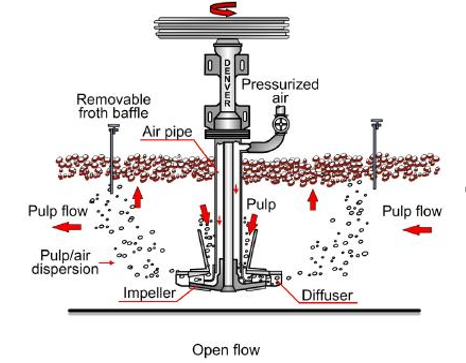
شرایط هیدرودینامیکی مناسب در یک سلول فلوتاسیون زمانی حاصل میشود که همزن، دوغاب را در همه قسمتهای سلول به طور یکسان توسط جریانهای منظم چرخشی پخش کند و ذرات را برای برخورد حبابهای هوا معلق نگه دارد. شرایط هیدرودینامیکی سلول به نرخ هوادهی، ته نشین شدن ذرات در سلول و سالم بودن پرههای همزن از نظر سایش وابسته است. شرایط هیدرودینامیکی مناسب درشکل ۱ نشان داده شده است.

نقش همزن در سلولهای مکانیکی، معلق نگه داشتن ذرات جامد، تولید حبابهای هوا، توزیع حبابهای هوا در داخل سلول ومخلوط سازی پالپ میباشد.
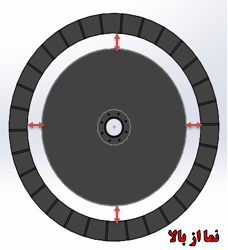
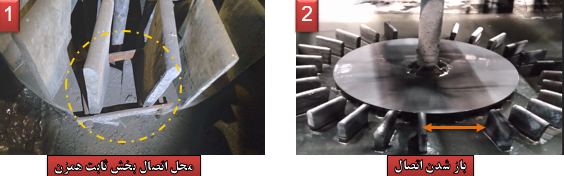
همانطور که در شکلهای ۲ و ۳ مشاهده میشود فاصله بین صفحه متحرک همزن تا بالای تیغههای بخش ثابت و فاصله افقی بین بخش ثابت و متحرک همزن در همه جهتها باید یکسان باشد.
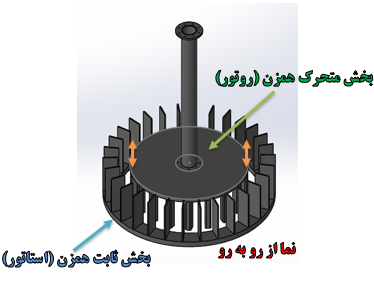
تاثیر بخش ثابت همزن در سلولهای فلوتاسیون، کاهش اندازه حباب و کاهش تلاطم در نزدیکی منطقه کف است.
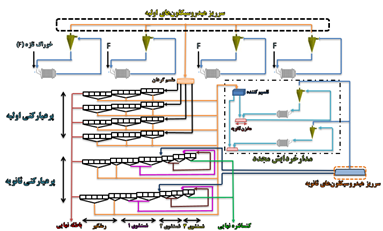
مدار فلوتاسیون کارخانه پرعیارکنی یک شامل ۲ ضلع مشابه است که در هر ضلع ۴ ردیف پرعیارکنی اولیه، ۲ ردیف پرعیارکنی ثانویه و ۲ آسیا خردایش مجدد وجود دارد (شکل ۴). طبق طراحی اولیه کارخانه، سرریز هیدروسیکلون های اولیه با دانه بندی ۷۰ درصد کوچکتر از ۷۴ میکرون خوراک مدار فلوتاسیون را تشکیل میدهد. باطله مراحل پرعیارکنی اولیه و رمقگیر به عنوان باطله نهایی از سیستم خارج میشود. کنسانتره این مراحل برای افزایش درجه آزادی وارد مدار خردایش مجدد میشوند. سرریز هیدروسیکلون های ثانویه بادانه بندی ۸۶ درصدکوچکتر ۴۴ میکرون خوراک مرحله شستشو یک را شامل میشود. کنسانتره مرحله شستشو یک به شستشو دو، کنسانتره مرحله شستشو دو به شستشو مرحله سه منتقل میگردد و نهایتا کنسانتره مرحله شستشو سه به عنوان کنسانتره نهایی از سیستم خارج میشود. باطله هر مرحله نیز به صورت ثقلی به یک مرحله قبلتر بر میگردد.
از جمله دلایل کاهش بازیابی در مدارهای فلوتاسیون میتوان به درشت بودن دانهبندی خوراک ورودی به بخش فلوتاسیون، کارکرد نامناسب تجهیزات، مصرف کم و توزیع نامناسب مواد شیمیایی، بالا بودن مقدار pH و عدم بارگیری مناسب از سلولها اشاره کرد.
در ادامه به موضوع اتصال شفت و فلنج اشاره شد. در شکل ۵ نشان داده شده است که اتصال شفت و فلنج ضعیف است و در صورت بریدن شفت گروه تعمیرات باید کل همزن را از سلول خارج و یک همزن دیگر جایگزین آن کنند.کاری که قبلا برای رفع این مشکل انجام شد اضافه کردن گوشههای مثلثی بود که این عمل باعث افزایش عمر همزن میگردد.
در ادامه تاثیر عملکرد همزنها برکارایی مدار فلوتاسیون مورد بررسی قرار گرفت. به دلیل اینکه سلولهای کارخانه پرعیارکنی یک از نوع جریان باز هستند (شکل ۶) بدین معنی که پایین سلول ها به هم راه دارد اگر در یک سلول تلاطم مشاهده شود این تلاطم بر روی سلولهای قبل و بعد نیز تاثیر میگذارد پیامد این تلاطمها راهیابی پالپ به ناو کنسانتره خواهد بود.
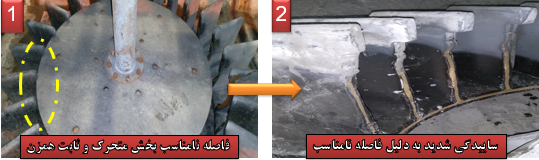
همچنین دلایل عملکرد نامناسب همزنهای سلولهای فلوتاسیون نیز بررسی شد. از جمله این دلایل میتوان به فاصله نامناسب بین بخش متحرک و ثابت همزن اشاره کرد که پیامد آن آسیب رساندن به بخش ثابت و متحرک همزن میشود(شکل ۷).
بخش ثابت همزن از ۲ قطعه تشکیل شده است که این دو قطعه توسط بست به هم متصل میگردند در صورت اتصال ضعیف، این بستها باز شده و در این صورت فاصله بین بخش ثابت و متحرک زیاد میشود (شکل ۸).

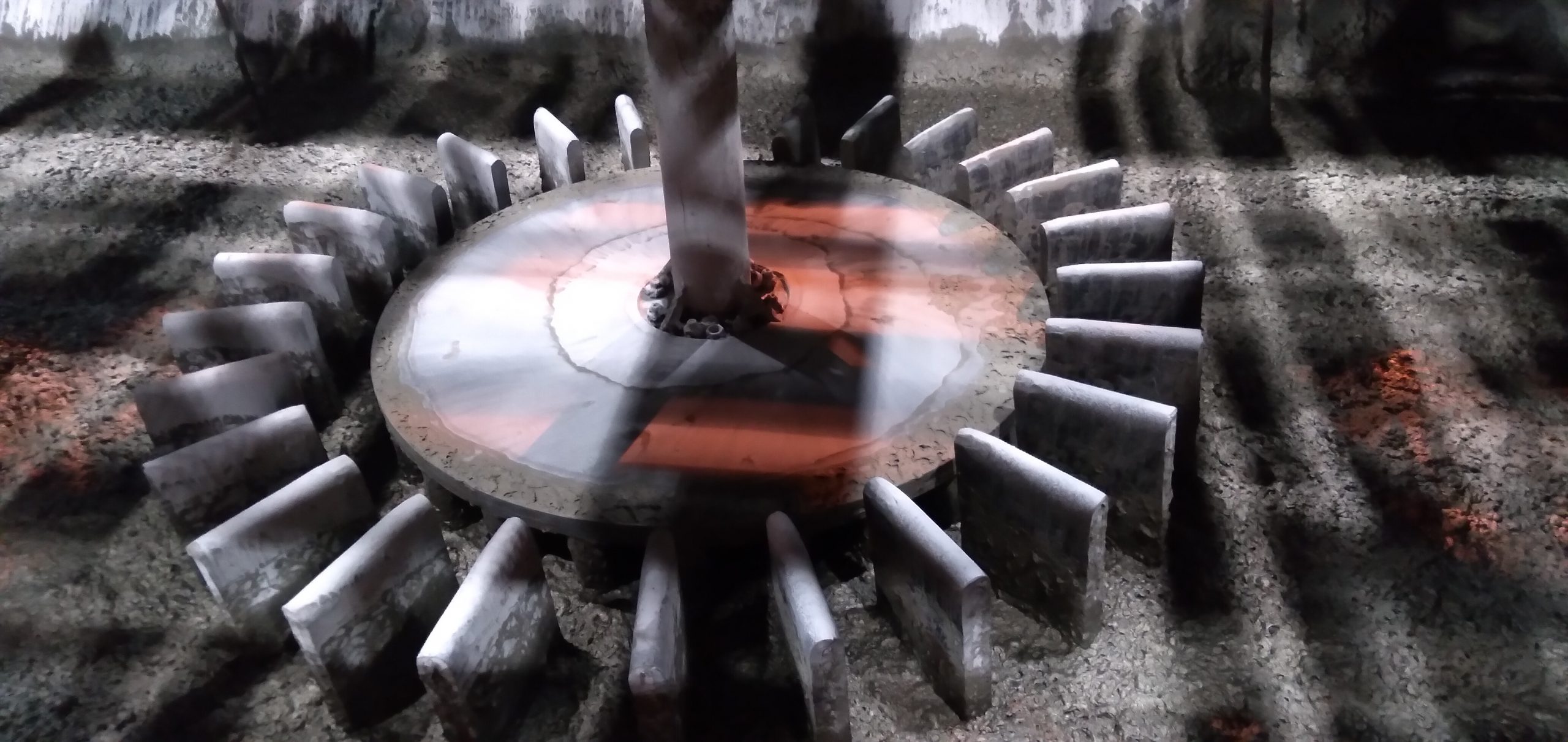
سایش شدید تیغههای همزن(شکل ۱۰) باعث ایجاد حبابهای درشت و تلاطم در سلول میگردد. به منظور کاهش ساییدگی تیغههای همزن میتوان به کنترل کردن هیدروسیکلونهای اولیه برای کاهش ورود ذرات درشت به سلولهای پرعیارکنی اولیه، باز و بسته کردن دورهای شیرهای نیزهای، شستن سلولها برای خارج کردن ذرات درشت، تعویض دورهای جهت چرخش همزن برای افزایش عمر اشاره کرد.

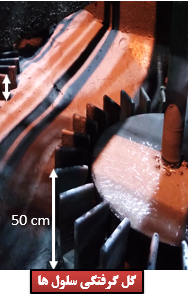
همچنین تهنشین شدن ذرات در سلول، کف کاذب را از بین میبرد(شکل ۱۱). در نتیجه جریان های منظمچرخشی از حالت استاندارد خود فاصله میگیرد و این عمل باعث راهیابی پالپ به ناو کنسانتره میگردد.
یکی دیگر از مشکلات، سایش یکطرفه همزنها میباشدکه تعویض جهت چرخش همزنها طبق طراحی اولیه کارخانه برای بخش پرعیارکنی اولیه هرهفته یکبار و برای بخش شستشو هردوهفته یکبار در نظرگرفته شده است. این عمل باعث جلوگیری از سایش یکطرفه همزن و افزایش عمر آن میشود.







2 دیدگاه
کاوه
با سلام
عدم وجود کف مناسب در سلول اول هر بانک سلول با همین نوع همزن (اجیتیر) ناشی از چه عاملی می تونه باشه؟ آیا قاعده خاصی برای هد هیدرولیکی یا باکس خوراک این سلول ها وجود داره؟
حسین ارشد
سلام در صورت مصرف کم کفساز، اکسیدی شدن خاک و امدن روغن از بالا دست به بخش فلوتاسیون.