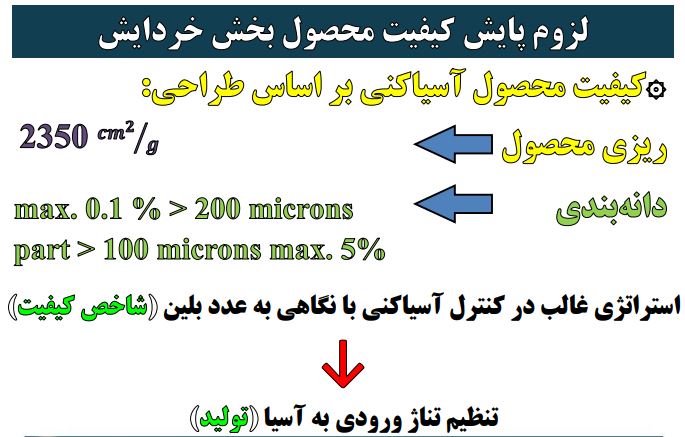
نمونه گیری از محصول از نظر مقدار، مکان نمونه گیری و فواصل زمانی بین نمونه گیری ها، باید به گونه ای باشد که تصویر واقعی از کیفیت محصول داشته باشیم و بر آن اساس مدار را پایش و کنترل کنیم. با توجه به دستورالعمل کارخانه، مدار آسیاکنی گندله سازی ۱ شرکت معدنی و صنعتی گل گهر باید محصولی با بلین cm2/g 2350 تولید.
نتایج نمونهگیریهای فرکانس بالا (۱۵ دقیقه یکبار) از محصول مدار آسیاکنی گندله سازی گلگهر، نشان داد که بازه زمانی نمونه گیری ۴ ساعت یکبار آزمایشگاه، بسیار طولانی بوده و دید خوبی از محصول نمی دهد و به شدت پایین دست را تحت تاثیر قرار می دهد. همچنین این نتایج نشان داد که کیفیت محصول مدار آسیاکنی گندله سازی به شدت نوسان دارد و در یک بازه ۱۵ دقیقه ای گاهی از ۱۵۵۰ تا cm2/g 2300 متغییر است.

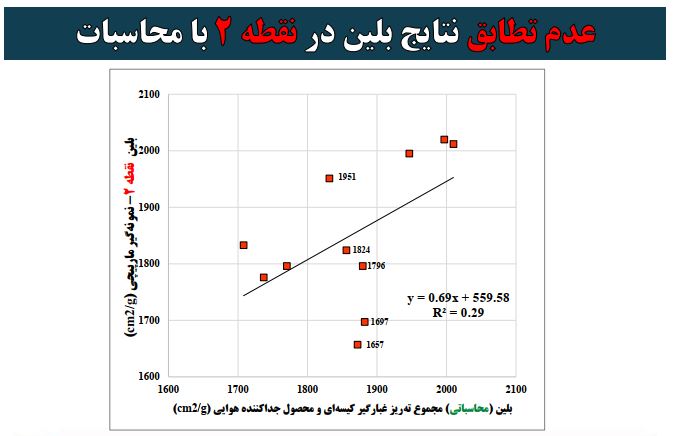
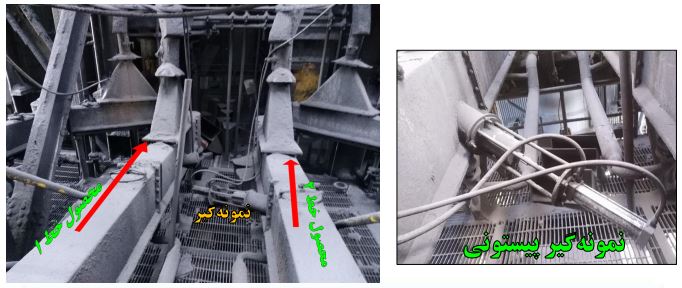
برای تولید محصول یکنواخت باید حلقه های کنترل فشار و دور جداکننده هوایی راه اندازی و استاندارد شوند. از سوی دیگر به منظور پایش محصول مدار آسیاکنی با مقایسه نمونه گیری ها مشخص شد بهترین نقطه برای تعیین کیفیت محصول، ایراسلایدهای ۴۴ (محصول جداکننده هوایی) است.

در این نقطه یک نمونه گیر پیستونی نصب است که طرح های پیشنهادی برای رفع مشکلات آن ارائه شد.
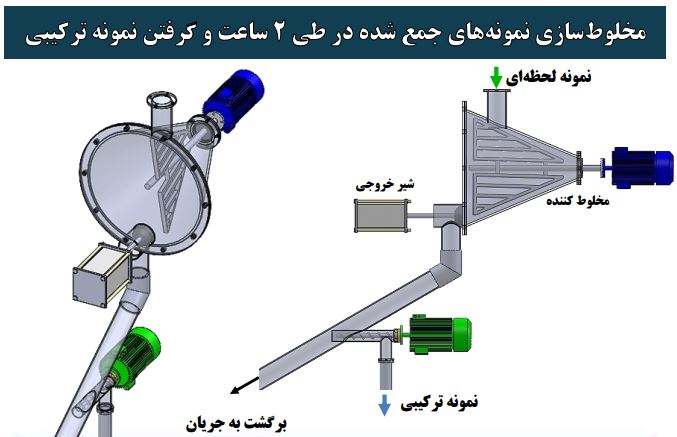
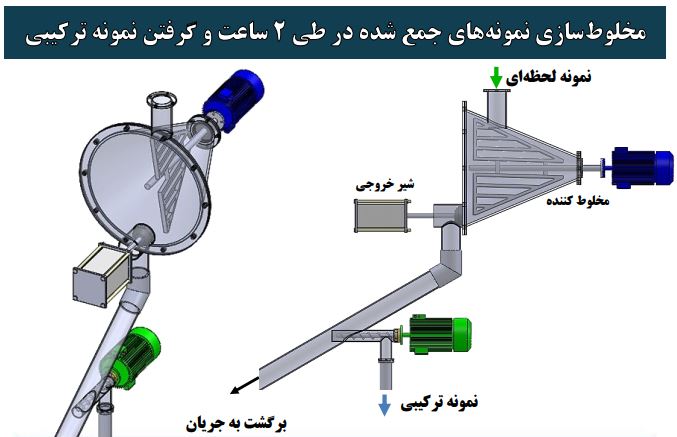
همچنین به منظور پایش صحیح و داشتن تصویر واقعی از کیفیت محصول، نمونه گیر پیستونی ۱۵ دقیقه یکبار باید نمونه گیری لحظه ای داشته باشد و نمونه خود را به یک مخلوط کننده منتقل کند. در ادامه از این مخلوط کننده یک نمونه ترکیبی گرفته شده و بقیه مواد به جریان برمیگردند. در انتها طرح پیشنهادی نمونه گیر، سیستم مخلوط سازی و نمونه گیری ترکیبی ارائه شد.