

با توجه به اهمیت توزیع مواد شیمیایی در افزایش بازیابی ذرات درشت و مصرف به صرفه مواد شیمیایی اکثر کارخانههای فرآوری بزرگ دنیا به سمت توزیع کنترل شده مواد شیمیایی به فرآیند فلوتاسیون با توجه به تناژ ورودی در قدم اول و میزان فلز موجود در تناژ ورودی به مدار کارخانه قدم برداشته اند. برای مثال طبق بررسی طولانی مدت در کارخانه Kansanshi که بزرگترین کارخانه مس در آفریقا محسوب میشود، توزیع کنترل شده و بدون کنترل کلکتور به ترتیب در دورههای زمانی ۱۰ و ۱۱ ماهه بررسی شدند که نتیجه آن بهبود وضعیت نمودار عیار – بازیابی شده است (شکل ۱). همچنین بررسیها نشان داده است در صورت اجرای صحیح توزیع کنترل شده مواد شیمیایی، کاهش ۲۵ درصدی مصرف مواد شیمیایی مشاهده میشود که با توجه به قیمت بالای این مواد، تاثیر زیادی در کاهش هزینههای مربوط به این بخش میگذراد.
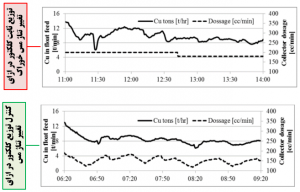
شکل ۱ – نتایج مربوط به توزیع غیرکنترلی و کنترل شده و تاثیر توزیع کنترلی در بهبود وضعیت عیار و بازیابی در کارخانه فلوتاسیون مس Kansanshi آفریقا
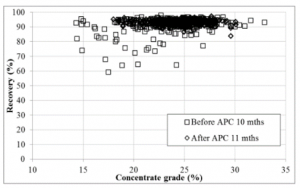
در شکل شماره ۲ نتایج کار مربوط به بررسی انجام شده در بخش فلوتاسیون کارخانه پرعیارکنی ۱ مجتمع مس سرچشمه که توسط گروه تحقیقاتی کاشیگر صورت گرفته است آورده شده است. این نمودار بیامگر آنست که با توزیع ۷۵ درصدی مواد شیمیایی در بخش آسیاکنی و ۲۵ درصدی بعد از ۴ سلول ابتدایی ردیف ۱۴ سلولی بخش پرعیارکنی اولیه (Rougher) به طور میانگین حدود ۵ درصد افزایش در بازیابی ذرات درشت از سلولهای انتهایی این بخش در مقایسه با اضافه شدن ۱۰۰ درصدی مواد شیمیایی در بخش آسیاکنی وجود دارد. نمونه گیریهای انجام شده در ۶ دوره زمانی مختلف صورت گرفته است که این نتیجه در هر ۶ سری صادق بوده است.
شکل۲ – تاثیر توزیع مواد شیمیایی در افزایش بازیابی ذرات درشت از پنج سلول انتهایی بخش پرعیارکنی اولیه
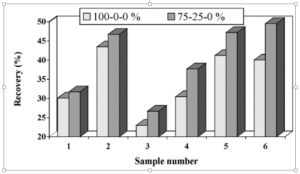
در ادامه با توجه به اهمیت توزیع مواد شیمیایی ابزار مربوط به آن در کارخانههای خارج از کشور از نظر نوع پمپ، دبی سنجهای مورد استفاده و حلقههای کنترلی و کنترل نسبت مربوط به نحوه توزیع مورد بررسی قرار گرفت. سپس با معرفی وضعیت کنونی در چند کارخانه ایران شامل مجتمع مس شهر بابک، کارخانههای زغال شویی زرند و طبس، کارخانه فرآوری سرب و روی کالسیمین زنجان و شرایط موجود در کارخانه پرعیارکنی ۲ (فاز ۱ و ۲)، جایگاه و وضعیت موجود در این زمینه در ایران بررسی شد. تنها در کارخانه زغال شویی طبس سیستم کنترل شده توزیع مواد شیمیایی در حال حاضر وجود دارد و در سایر کارخانهها این روند جای خود را به توزیع ثقلی و بدون کنترل داده است. مجتمع مس سرچشمه نیز از این قاعده مثتسنی نبوده و سیستم توزیع مواد شیمیایی قدیمی با قابلیت توزیع گسترده مواد شیمیایی در ۲۴۰ نقطه در کل مدار آسیاکنی و فلوتاسیون جای خود را به توزیع به صورت تنظیم دستی و ثقلی داده است(شکل۳).


شکل ۳ – سیستم توزیع مواد شیمیایی گذشته مجهز به پمپ و دبی سنج (تصویر بالا) ، توزیع به روش ثقلی با تغییر شیر مخازن (تصویر پایین)
در نهایت با بررسی گزینهها موجود، با توجه به بستر کنونی با راه اندازی مجدد سیستم گذشته توزیع مواد شیمیایی در کارخانه پرعیارکنی۱ یا استفاده از پتانسیل مناسب توزیع مواد شیمیایی در کارخانه پرعیارکنی۲_فاز ۲ مجتمع مس سرچشمه، توزیع کنترلی مواد شیمیایی در کارخانه پرعیارکنی۱ مجتمع مس سرچشمه با مشکل خاصی روبرو نخواهد بود.





