

این جلسه که در مورخ ۱۴۰۳/۰3/31 با موضوع بررسی سیستم تولید حباب سلولهای ستونی کارخانه پرعیارکنی دو برگزار شد. موضوعاتی که در این جلسه بررسی شدند شامل معرفی مدار فلوتاسیون و سلول ستونی کارخانه پرعیارکنی دو، اقدامات انجام شده جهت ایجاد امکان بررسی پارامترهای تاثیرگذار در سیستم حبابسازی سلولهای ستونی بودند.
مدار فلوتاسیون کارخانه پرعیارکنی 2 مجتمع مس سرچشمه از دو فاز موازی 1 و 2 تشکیل شده که هر فاز به منظور دریافت پالپی با درصد جامد 28 درصد و دانهبندی 80 درصد زیر 90 میکرون به ترتیب با ظرفیتهای اسمی و طراحی 900 و 1035 تن بر ساعت طراحی شده است. طبق طراحی اولیه، سرریز هیدروسیکلونهای اولیه با دانهبندی 80 درصد کوچکتر از 90 میکرون، خوراک مدار فلوتاسیون را تأمین میکنند. مدار فلوتاسیون نیز مشابه مدار آسیاکنی اولیه از دو فاز 1 و 2 تشکیل شده که در هر فاز، هشت سلول پرعیارکنی اولیه، پنج سلول رمقگیر، سه سلول شستشو و یک سلول ستونی به عنوان بخش شستشوی مجدد قرار دارد. سلولهای پرعیارکنی اولیه از نوع مکانیکی، با حجم 130 مترمکعب، سلولهای بخش شستشو و رمقگیر از نوع مکانیکی با حجم 50 مترمکعب (مدل RCS50) و سلول ستونی به قطر 4 متر و ارتفاع 12 متر (مدلCISA400)، عملیات فلوتاسیون را انجام میدهند. برای خردایش مجدد مجموع کنسانتره پرعیارکنی اولیه-رمقگیر، در هر فاز یک آسیای گلولهای از نوع سرریز شونده به کار گرفته شده است. قطر آسیای هر دو فاز 96/3 متر است. طول آسیای فازهای 1 و 2 به ترتیب 79/5 متر و 64/5 متر با توان به ترتیب 1250 کیلووات و 1400 کیلووات هستند. هر آسیای خردایش مجدد در مدار بسته با دو خوشه هیدروسیکلون کار میکند. سرریز هیدروسیکلونهای ثانویه با دانهبندی 80 درصد کوچکتر از 38 میکرون، خوراک مدار شستشو را تأمین میکند (شکل 1).
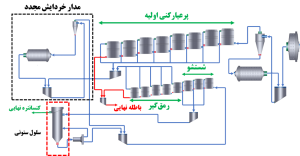
شکل 1: مدار فلوتاسیون کارخانه پرعیارکنی دو
معرفی سلول ستونی
در کارخانه پرعیارکنی دو برای تولید کنسانتره نهایی کارخانه در مرحله پرعیارکنی نهایی در هر فاز از یک عدد سلول ستونی استفاده شده است. این سلولها از نوع CISA400 بوده و قطر آنها برابر با 4 و ارتفاع آنها 12 متر است. سلول ستونی از چهار بخش تشکیل شده است که بخش اول شامل پمپهای باطله خروجی (2 عدد) و پمپ باطله برگشتی (2 عدد) میباشند. وظیفه پمپهای باطله خروجی، خروج باطله از سلول و تامین بخشی از خوراک سلولهای مرحله شستشو میباشد. اما وظیفه پمپهای باطله برگشتی انتقال بخش دیگر باطله سلول به سمت حبابسازها جهت اختلاط بیشتر برای افزایش بازیابی میباشد که فشار پالپ در حلقه باطله برگشتی برابر با bar2 میباشد (شکل 2).

شکل 2: بخش اول سلول ستونی (پمپهای باطله خروجی و پمپهای باطله برگشتی)
در بخش دوم سلول ستونی سیستم حبابسازی قرار دارد که هر سلول دارای 12 حبابساز میباشد. از این بخش تا بالایی ترین قسمت سلول ستونی توسط سه صفحه متقاطع، سلول به 6 قسمت تقسیم شده است که در هر قسمت دو حبابساز وجود دارد و هوا از طریق این حبابسازها وارد سلول میشوند. نحوه کار سیستم حبابسازی به این صورت است که پالپ از حلقه پالپ باطله برگشتی با هوایی که از طریق شلنگ هوا وارد حبابساز میشود مخلوط شده و با ریز شدن حبابها و افزایش سطح خارجی امکان افزایش بازیابی از طریق اتصال ذرات باارزش با حبابهای ریز هوا میسر میگردد. در این سیستم، در بالا و پایین حبابساز دو عدد شیر نیشگونی جهت تعویض حبابساز بدون نیاز به تخلیه سلول ستونی تعبیه شده است. همچنین در شلنگ ورودی هوا به حبابساز یک شیر یکطرفه جهت جلوگیری از ورود پالپ به مسیر هوا تعبیه شده است (شکل 3). بخش چهارم سلول ستونی نیز شامل سیستم کنترل سطح، سیستم کنترل هوا، سیستم آبشستشو و لولههای خوراک ورودی به سلول میباشند.

شکل 3: بخش دوم و سوم سلول ستونی (سیستم حبابسازی)
سیستمهای سلول ستونی
سلولهای ستونی کارخانه پرعیارکنی دو شامل سه سیستم کنترل سطح، کنترل هوا و آب شستشو میباشند. سیستم کنترل سطح وظیفه تنظیم ارتفاع کف با تغییر دور پمپ توسط پمپهای باطله خروجی را دارد که ارتفاع سطح پالپ توسط دو فشار سنج اندازه گیری شده و پس از مقایسه وضعیت موجود با نقطه مطلوب در قسکت کنترل کننده سطح، سیگنال مورد نظر جهت تغییر دور پمپ به قسمت کنترل کننده سرعت فرستاده میشود.
سیستم کنترل هوا وظیفه تامین هوای سلول ستونی با دبی 900-800 متر مکعب بر ساعت و فشار bar 4 را دارد که از اجزای این سیستم کنترلی میتوان به یک دبی سنج، شیر کنترلی هوا، تنظیم کننده خودکار فشار و سه عدد فشارسنج جهت پایش وضعیت فشار اشاره کرد. سیستم آب شستشو وظیفه تامین آب شستشو با دبی 70-45 متر مکعب بر ساعت را دارد که از اجزای آن میتوان به یک دبی سنج، شیر دستی کنترل دبی و یک صافی جهت جلوگیری از ورود رسوب به روزنههای حلقههای دوش سیستم آب شستشو اشاره کرد(شکل 4).
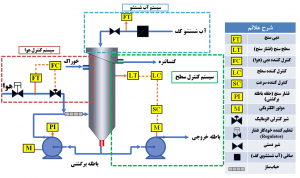
شکل 4: اجزای سیستمهای سلول ستونی
اقدامات انجام شده جهت ایجاد امکان بررسی پارامترهای تاثیرگذار در سیستم حبابسازی سلول ستونی
همانطور که اشاره شد، در بخش دوم سلول ستونی سیستم حبابسازی قرار دارد که هر سلول دارای 12 حبابساز میباشد. از این بخش تا بالایی ترین قسمت سلول ستونی توسط سه صفحه متقاطع، سلول به 6 قسمت تقسیم شده است که در هر قسمت دو حبابساز وجود دارد و هوا از طریق این حبابسازها وارد سلول میشود. نحوه کار سیستم حبابسازی به این صورت است که پالپ از حلقه پالپ باطله برگشتی با هوایی که از طریق شلنگ هوا وارد حبابساز میشود مخلوط شده و با ریز شدن حبابها و افزایش سطح خارجی امکان افزایش بازیابی از طریق اتصال ذرات باارزش با حبابهای ریز هوا میسر میگردد. در این سیستم، در بالا و پایین حبابساز دو عدد شیر نیشگونی جهت تعویض حبابساز بدون نیاز به تخلیه سلول ستونی تعبیه شده است. همچنین در شلنگ ورودی هوا به حبابساز یک شیر یکطرفه جهت جلوگیری از ورود پالپ به مسیر هوا تعبیه شده است (شکل 5).
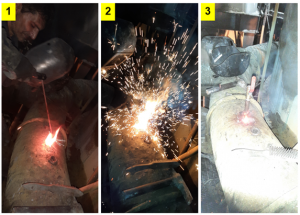
افزایش اختلاف فشار بین بالا و پایین حبابساز که باعث افزایش اختلاط پالپ راه یافته از حلقه پالپ باطله برگشتی و هوای ورودی به حبابساز میشود. این اختلاف فشار هر چه بیشتر باشد باعث کاهش اندازه حبابهای تشکیل شده میشود که نتیجه آن افزایش بازیابی کلی است. جهت امکان اندازهگیری اختلاف فشار حبابسازها، شیر و اتصالات لازم جهت نصب فشارسنج عقربهای روی حبابسازهای شماره سه، چهار، پنج و نه سلول ستونی فاز یک نصب شد. همچنین در سلول ستونی فاز دو این شیرها روی حبابسازهای شماره نه،10 و 11 نصب شدند (شکل 5).

شکل 5: نصب اتصالات جهت نصب فشارسنج روی حبابساز
طبق طراحی اولیه، فشار پالپ حلقه باطله برگشتی که وارد 12 حبابساز میشود، 2 بار میباشد. طی بررسیهای انجام شده مشخص شد یک فشار سنج عقربهای روی حلقه باطله برگشتی هر فاز وجود داشته که محل اتصال آن کور یا اتصالات آن معیوب بود. جهت نصب مجدد این فشارسنج تمهیدات لازم انجام و فشارسنج عقربهای روی این حلقه در هر فاز نصب گردید (شکل 6 و 7).
شکل 6: ایجاد محل نصب فشارسنج روی حلقه باطله برگشتی فاز یک

شکل 7: تعویض اتصالات فشارسنج روی حلقه باطله برگشتی فاز دو
از عوامل تاثیرگذار بر بازیابی، اندازه حبابهای هوا ایجاد شده در سیستم حبابسازی میباشد. جهت تاثیرگذاری بیشتر بر کاهش اندازه حبابها میتوان با اضافه کردن کفساز در باطله برگشتی که باعث کاهش کشش سطحی میشود، با کاهش اندازه حبابها بازیابی افزایش خواهد یافت. جهت اضافه کردن کفساز به پالپ حلقه باطله برگشتی، اتصالات لازم روی لوله قبل از پمپهای باطله برگشتی در هر فاز که در مجموع شامل چهار پمپ میشوند نصب گردید (شکل 8).

شکل 8: گرفتن انشعاب قبل از پمپهای باطله برگشتی ستونی فاز یک و دو
بررسی سیستم تولید حباب سلولهای ستونی کارخانه پرعیارکنی دو
با توجه به اینکه شیر و اتصالات لازم جهت نصب فشارسنج عقربهای روی حبابسازهای شماره سه، چهار، پنج و نه سلول ستونی فاز یک و حبابسازهای شماره نه،10 و 11 فاز دو جهت امکان اندازهگیری اختلاف فشار حبابسازها، نصب شدند؛ فرم پایش جهت بررسی وضعیت فعلی سیستم حبابسازی سلولهای ستونی تهیه که طی پایشهای انجام شده پارامترهایی از جمله فشار در سیستم کنترل هوا، اختلاف فشار در حبابسازها، درصد جامد خوراک و باطله سلولهای ستونی اندازهگیری شد.





