

مقدمه
مدار بخش جدایش
مدار تولید کنسانتره خطوط ۵، ۶ و۷ از چهار بخش خردایش اولیه، جدایش، آبگیری و خردایش نهایی تشکیل شده است (شکل۱). محصول آسیای گلولهای ابتدا وارد چهار جداکننده مغناطیسی تر شدت متوسط (مرحله کوبر) میشود. هدف این بخش، جدا کردن ذرات فاقد خاصیت مغناطیسی و ارسال آنها به باطله نهایی است. کنسانتره جداکننده مرحله کوبر که حاوی ذرات با خاصیت مغناطیسی کم تا زیاد است، برای طبقهبندی به هیدروسیکلون منتقل میشود. تهریز هیدروسیکلون (ذرات درشت و قفلشده) برای رسیدن به درجه آزادی مطلوب به آسیای گلولهای برگردانده میشوند و سرریز هیدروسیکلون به جداکنندههای مغناطیسی پرعیارکنی اولیه ارسال میشود. در این مرحله، از سه جداکننده مغناطیسی تر با شدت کم استفاده شده است. کنسانتره این بخش برای رسیدن به عیار مدنظر، وارد سه جداکنندههای مغناطیسی تر شدت پایین (مرحله شستشو) میشود. کنسانتره مرحله شستشو برای سولفورزدایی وارد سلولهای فلوتاسیون میشود. روش فلوتاسیون در این کارخانه از نوع معکوس است، یعنی سولفور شناور میشود و مواد باارزش (کنسانتره آهن) بهعنوان باطله از آخرین سلول خارج میگردد. باطله مراحل پرعیارکنی اولیه و شستشو و نیز بخش شناور شده مرحله فلوتاسیون، جهت آبگیری و ارسال به تیکنرهای باطله، وارد مخزن شماره ۸ میشود. کنسانتره آهن پس از رسیدن به حد مجاز عیار سولفور، برای آبگیری و ارسال به فیلترهای نواری، ابتدا وارد سه جداکننده مغناطیسی تر شدت پایین میشود. کنسانتره این بخش به عنوان کنسانتره نهایی به سمت فیلترهای نواری ارسال میشود و باطله نیز برای جلوگیری از هدرروی مواد باارزش و نیز تأمین درصد جامد خوراک جداکنندههای مغناطیسی مرحله کوبر به مخزن محصول آسیا باز میگردد.
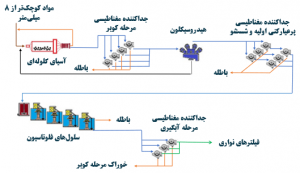
شکل ۱: مدار تولید کنسانتره خطوط تولید کنسانتره ۵،۶و ۷ شرکت معدنی و صنعتی گلگهر
فلوتاسیون
فلوتاسیون یا شناورسازی مهمترین و همه جانبهترین روش کانهآرائی است. در این روش مواد باارزش به دلیل خواص فیزیکی و شیمیایی خاص، به حباب های هوا میچسبند و تشکیل کف می دهند و مواد گانگ (در بعضی موارد کنسانتره) در آب باقی میماند.
فلوتاسیون یک فرآیند انتخابی بوده و قادر به جداسازی یک کانی خاص از مجموعه کانه میباشد که معمولا روی ذرات نسبتاً ریز (کمتر از ۱۰۰ میکرون) انجام میشود. به دلیل اینکه حبابهای هوا قادر به حمل ذرات بزرگ (۱ میلیمتر) نخواهند بود. برای چسبیدن کانی به حباب هوا، شرط اول آبران یا هیدروفوبیک (Hydrophobic) بودن ذره است. برای اینکه ذرات آبران چسبیده به حباب های هوا، به کف (کنسانتره) حمل شوند بایستی حبابها پایدار باشند و در بین راه در اثر ترکیدن بار خود را رها نکنند. برای آبران کردن ذرات، از مواد شیمیایی به نام کلکتور (Collector) و برای پایدار کردن حبابها از کفساز (Frother) استفاده میشود. فلوتاسیون در سیستم سه فازی جامد، مایع و گاز انجام می شود.
در خطوط تولید کنسانتره ۵، ۶ و۷ هدف از مرحله فلوتاسیون، کاهش عیار سولفور در محصول نهایی کارخانه برای بهبود گندله تولیدی میباشد. در این بخش از چهار سلول نوع ومکو در هر یک از خطوط تولید کنسانتره ۵، ۶ و۷ استفاده شده است (شکل ۲) که مشخصات فرآیندی و طراحی این بخش ازکارخانه (شامل یک مخزن آماده ساز و چهار سلول مکانیکی ۵۰ مترمکعبی) در جدول آمده است.
 شکل ۲: سلول ها و مخزن آماده ساز فلوتاسیون خطوط تولید کنسانتره ۵،۶و۷
شکل ۲: سلول ها و مخزن آماده ساز فلوتاسیون خطوط تولید کنسانتره ۵،۶و۷
جدول ۱: مشخصات فرآیندی بخش فلوتاسیون خطوط تولید کنسانتره ۵،۶و۷
چالشهای بخش فلوتاسیون خطوط تولید کنسانتره ۵، ۶ و ۷
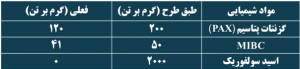
همانطور که اشاره شد، در خطوط تولید کنسانتره ۵، ۶ و ۷ از سلولهای نوع ومکو استفاده میشود. همانطور که در شکل ۳ مشاهده میشود، یکی از مهمترین چالشهایی که در این بخش وجود دارد، نشست مواد در سلولها و در نتیجه عدم کارایی مطلوب آن، میباشد.

شکل ۳: نشست مواد در سلول فلوتاسیون
نشست مواد در سلولها
در صورتی که درصد جامد خوراک ورودی به سلول ها یا میزان کلکتوری که به سلول ها اضافه می شود بیش از اندازه باشد، باعث نشست مواد در سلولها میشود. به دنبال تهنشین شدن مواد در سلولها، کارایی فلوتاسیون کاهش مییابد و جدایش باطله (سولفور) از کنسانتره به خوبی صورت نمیگیرد و عیار گوگرد در کنسانتره ارسالی به کارخانه گندلهسازی بیش از حد مطلوب خواهد شد.
یکی از نشانههای تهنشین شدن مواد در سلولها، سفید بودن رنگ کف (باطله) میباشد (شکل ۴) اگر باطله همراه با کف به سطح سلول منتقل شود، کف به رنگ تیره قابل مشاهده خواهد بود.

شکل ۴: سفید بودن رنگ کف (باطله) سلول فلوتاسیون
یکی دیگر از نشانههای نشست مواد در سلولها، آمپرکشی موتور آن میباشد که در اتاق کنترل قابل مشاهده میباشد. در صورت بالا رفتن آمپر موتور سلول، از اتاق کنترل به اپراتور مربوطه اطلاع داده میشود تا سلولها را از خط خارج کنند.
وقتی مواد وارد سلولها میشود، از وسط درفت تیوب (شکل ۵) به واسطه خلاء ایجاد شده توسط روتور به بالا هدایت میشود. نشست مواد در سلولها، باعث مسدود شدن کف کاذب (فاصله بین درفت تیوب تا کف سلول) میشود و مواد نمیتواند از این فاصله به بالا و به سمت روتور جریان یابد. در نتیجه مواد با حباب تماس پیدا نمیکند و جدایشی صورت نمیگیرد.
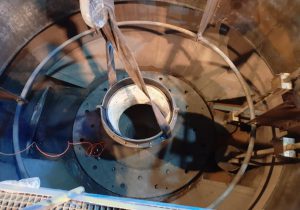
شکل ۵: درفت تیوب
از دلایل نشست مواد در سلولها میتوان به بالا بودن درصدجامد و درشت بودن ذرات اشاره کرد. جهت تعیین دانهبندی مواد ورودی و درصدجامد فلوتاسیون، نمونهای از خوراک این بخش گرفته شد. همانطور که در شکل ۶ مشاهده میشود، بهترین محل نمونهگیری از خوراک، قسمت خروجی مخرن آمادهسازی است که مواد پس از آمادهسازی وارد جعبه ارتباط میشود.

شکل ۶: بهترین محل نمونهگیری از خوراک ورودی به سلولهای فلوتاسیون
آنالیز ابعادی
همانطور که گفته شد، یکی از مهمترین دلایل نشست مواد در سلولها، بزرگ بودن ابعاد ذرات است. طبق طراحی، ۸۰ درصد مواد ورودی به بخش فلوتاسیون باید ابعادی کوچکتر از ۹۰ میکرون داشته باشند. پس از نمونهگیری و تعیین آنالیز ابعادی مواد ورودی به فلوتاسیون، ابعاد مواد ورودی یکبار ۱۷۲ و یکبار ۱۲۰ میکرون بدست آمد (شکل ۷).
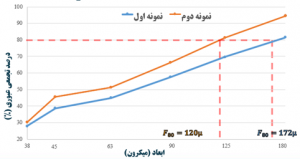
شکل ۷: آنالیز ابعادی خوراک سلولهای فلوتاسیون
درصد جامد
درصد جامد خوراک فلوتاسیون نیز طبق طراحی ۳۲ در نظر گرفته شده است. درصدجامد بالا باعث افزایش دنبالهروی و نشست مواد در سلولها میشود. پس از اندازهگیری درصدجامد، همانطور که در شکل ۸ مشاهده میشود، درصدجامد خوراک فلوتاسیون، بیشتر از مقدار طراحی است. دلیل تنظیم نبودن درصدجامد، از کار افتادن حلقه کنترلی تنظیم درصدجامد میباشد (شکل ۹).

شکل ۸: درصدجامد خوراک فلوتاسیون
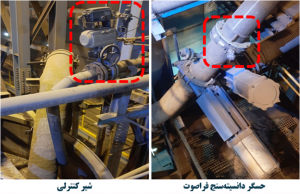
شکل ۹: حلقه کنترلی تنظیم درصدجامد
راهحل اشتباه برای جلوگیری از نشست مواد در سلولها
شرکت پیمانکار گلگهر در خطوط تولید ۵، ۶ و ۷، جهت جلوگیری از نشست مواد راهحلهایی ارائه داد که شامل قرار دادن لوله هوای فشرده در سلولها و نصب فن دمنده هوا روی لوله هوادهی به سلولها بود که در شکل ۱۰ قابل مشاهده میباشد.

شکل ۱۰: راهحل اشتباه شرکت پیمانکار برای جلوگیری از نشست مواد در سلولها
با قرار دادن لوله هوای فشرده در سلول، پس از باز کردن شیر هوای فشرده، سطح سلول (کف) دچار تلاطم میشد. تلاطم در سطح سلول باعث افزایش عیار گوگرد در کنسانتره میشود. همچنین پس از نصب دمنده هوا، به این نکته پی بردند هنگامیکه فن به برق متصل میباشد(زمانی که فن روشن است)، سرعت پرههای فن کمتر از زمانی است که فن خاموش میباشد. به عبارتی فن دمنده نهتنها به افزایش هوادهی به سلول کمک تکرد، بلکه با اشغال بخشی از سطح مقطع لوله هوادهی، باعث کاهش هوادهی به سلولها شد که این فن کنار گذاشته شد.
نشست مواد در کانال جمعآوری کف
از دیگر چالشهایی که در بخش فلوتاسیون خطوط تولید کنسانتره ۵، ۶ و ۷ وجود دارد، نشست مواد در کانال جمعآوری کف سلولهای فلوتاسیون به دلیل مسدود شدن لوله آب شستشوی کانال جمعآوری کف میباشد که در شکل ۱۱ قابل مشاهده میباشد. پس از جویا شدن علت مسدود شدن لوله آب شستشو، متوجه شدیم کیفیت نامطلوب آب برگشتی و همچنین کوچک بودن قطر لوله، باعث مسدود شدن لوله میشد که این مشکل سبب عدم راهیابی کف به کانال جمع آوری کف و برگشت بخشی از کف در مواقع بارکشی زیاد میشد. جهت جلوگیری از انسداد لوله آب شستشوی کانال جمعآوری کف، لوله ای با قطر بزرگتر، جایگزین لولهی قبلی شد.

شکل ۱۱: لوله آب شستشو کانالهای جمع آوری کف
جمعبندی و نتیجهگیری
- علت اصلی نشست مواد در سلولها بررسی شد که مهمترین دلیل آن، درصدجامد بالا و ورود ذرات درشت به سلولهای فلوتاسیون بود.
- به دلیل از کار افتادن حسگر دانسیتهسنج فراصوت، کنترلی روی درصد جامد خوراک ورودی به سلولها انجام نمیشود به همین دلیل درصدجامد خوراک فلوتاسیون در اکثر مواقع بیشتر از طرح و میانگین آن ۵±۳۵٫۵ اندازهگیری شد.
- ابعاد ۸۰ درصد مواد عبوری از روزنه سرند خوراک فلوتاسیون، اندازهگیری شد که مقدار آن یکبار ۱۲۰ و بار دیگر ۱۷۲ میکرون بدست آمد در حالیکه اندازه آن طبق طراحی باید ۹۰ میکرون باشد.
- استفاده از لولههوادهی داخل سلولها و فن دمنده، راه حل مناسبی برای عدم نشست مواد نبود.






1 دیدگاه
m.talebiyazd@gmail.com
سلام وقت بخیر . پی اچ آب فلوتاسیون کارگاه ( جهت استخراج فلز ) باس بالای ۹ باشه . هر چقدر آهک و پرک اضافه کردیم پی اچ فقط برای ۵ دقیقه روی ۹ قرار میگیره و بعد میاد روی ۵ الی ۶ . میشه راهنمایی کنید اشکال از کجاس . در ضمن خاک یه ذره نمک داره ولی اسیدی نیست اصلا