

این جلسه پنجشنبه ۹ دی ماه ۱۴۰۰ برگزار شد. مباحثی که در این جلسه مورد بحث وبررسی قرار گرفت به شرح زیر میباشد:
- معرفی مدار خردایش خطوط تولید کنسانتره ۶،۵ و ۷
- حلقه کنترل نسبت آب به جامد آسیای گلولهای
- بررسی مشکلات بخش آسیای گلولهای خطوط ۶،۵ و ۷

شکل ۱- مدار خردایش خطوط تولید کنسانتره ۶،۵ و۷
مطابق شکل ۱ خوراکدهی به خطوط تولید کنسانتره ۶،۵ و ۷ توسط سنگشکنهای گهرهمکار و گلگهر انجام میگیرد. باردهی از سنگشکن گلگهر با استفاده از نوار ۹۱۲ انجام شده و بار سنگشکنی گهرهمکار بهوسیله دو سرند گریزلی به نوار مذکور اضافه میگردد.
سنگ معدن بعد از یک مرحله خردایش توسط HPGR به سرند لرزان دو طبقه منتقل میشود و پس از طبقهبندی توسط سرند، ذرات کوچکتر از ۸ میلیمتر به آسیای گلولهای خوراکدهی میگردند.
بخش کوچکتر از ۵ میلیمتر محصول آسیای گلولهای توسط سرند ترومل جدا و به مخزن شماره ۳ منتقل میگردند. طبق طرح قدیم ذرات بزرگتر از ۵ میلیمتر پس کاهش رطوبت توسط گرمای خورشید، مجدد توسط بیل مکانیکی ابتدای خط به نوار خوراک آسیای گلولهای اضافه میگردند اما طبق طرح جدید، ذرات بزرگتر از ۵ میلیمتر پس از آبگیری توسط سرند لرزان به نوار باربرگشتی آسیای گلولهای اضافه میشوند.
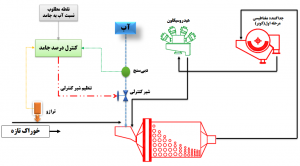
شکل ۲- حلقه کنترل نسبت آب به جامد در آسیای گلولهای
در ابتدا کنترلکننده میزان نرخ خوراک ورودی به آسیا را از طریق ترازوی زیر نوار خوراک آسیای گلولهای قرائت کرده و بر طبق نسبت آب به جامدی که توسط اتاق کنترل بر اساس درصد جامد دلخواه برای آن مشخص شده است، میزان آب مورد نیاز برای ورودی به آسیای گلولهای بدست میآید و در نهایت دبی آب قرائت شده از دبی سنج با دبی آب موردنیاز مقایسه میگردد. در صورت مغایرت، دستور باز یا بسته شدن شیر کنترلی داده میشود (شکل ۲ ).

شکل ۳- پایش درصد جامد داخل آسیای گلولهای خطوط تولید کنسانتره ۶،۵ و۷
مطابق شکل ۳ درصد جامد داخل آسیای گلولهای خط تولید ۶،۵ و ۷ در زمانهای مختلف مورد پایش قرار گرفت. طبق پایشهای صورت گرفته، درصد جامد آسیا در خطوط ۵ و ۶ به دلیل عدم وجود شیر کنترل آب دارای نوسانات زیادی بود.
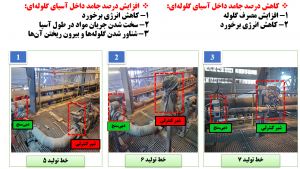
شکل ۴- مشکلات حلقه کنترل درصد جامد داخل آسیای گلولهای
برخلاف خط ۷، در دو خط تولید کنسانتره ۵ و۶ از کنترل نسبت آب به جامد خشک ورودی به آسیا استفاده نمیشود، در خط تولید ۵ برای کنترل آب ورودی به آسیای گلولهای، شیر برقی وجود ندارد ولی این تجهیز کنترلی در خط تولید ۶ یافت میشود اما به دلیل مشکلات برقی مورد استفاده قرار نمیگیرد (شکل ۴) به عبارتی در دو خط تولید ۵ و ۶، درصد جامد داخل آسیای گلولهای به صورت خودکار قابل تنظیم نیست. کنترل درصدجامد به صورت دستی توسط مراقبت کار با هماهنگی اتاق کنترل انجام می پذیرد.

شکل ۵- خوراکدهی به آسیای گلولهای خط تولید ۶ با بیل مکانیکی
در صورت بروز مشکل در خوراکدهندههای لرزان جهت خوراکدهی به خطوط تولید ۵ و۶، از بیل مکانیکی و خوراکدهنده نواری جهت خوراکدهی به آسیای گلولهای استفاده میشود. از جمله مشکلات استفاده از بیل مکانیکی در ابتدای خطوط ۵ و ۶ به شرح ذیل است:
- ورود قطعه سنگ به آسیای گلولهای
- ورود اجسام فلزی و پلاستیکی به آسیای گلولهای
- افزایش بار برگشتی به آسیا
- سایش صفحه خورشیدی
- پاره شدن صفحات سرند ترومل
{kind=link}
آخرین نظرات
محمد انصاری در: فروش نرم افزار تعیین مسیر بار در آسیاهای گردان(GMT; Grinding Media Trajectory) به دانشگاه China University of Mining and Technology
سلام. لطفا با مدیریت داخلی تماس بگیرید. ...
jamal63 در: فروش نرم افزار تعیین مسیر بار در آسیاهای گردان(GMT; Grinding Media Trajectory) به دانشگاه China University of Mining and Technology
سلام. وقت بخیر آیا این نرم افزار هنوز موجود هست و قیمت آن چقدر است؟ ...
سعید درویش تفویضی در: چهارصد و پنجاه و نهمین جلسه هفتگی مرکز تحقیقات فرآوری مواد کاشیگر (یک دهه تلاش جمعی برای بهبود طرح مجرای ورودی سنگشکنهای مخروطی ثالثیه مجتمع مس سرچشمه)
عالی فرشید جان، موفق باشی ...
محمد انصاری در: استانداردسازی فرآیند در کارخانههای مجتمع صنعتی و معدنی گلگهر:بازرسی فرآیندی جداکنندههای مغناطیسی تر کارخانه تغلیظ مگنتیت
سلام. برای رسم فلوشیت ها، از نرم افزار موازن که از تولیدات مرکز تحقیقات کاشیگر ا ...
jamal63 در: استانداردسازی فرآیند در کارخانههای مجتمع صنعتی و معدنی گلگهر:بازرسی فرآیندی جداکنندههای مغناطیسی تر کارخانه تغلیظ مگنتیت
سلام .وقت بخیر فلوشیت رو با چه نرم افزاری رسم کردین؟ ممنون ...