

در این جلسه که در تاریخ ۱۷ تیر ۱۴۰۰ برگزار شد، به بررسی پایاننامه کارشناسی ارشد آقای ارشد به موضوع “تاثیر عملکرد همزن سلول بر فلوتاسیون مس در کارخانه تغلیظ یک مجتمع مس سرچشمه” پرداخته شد. موضوعاتی که در این ارائه مورد بررسی قرار گرفت شامل موارد زیر میباشد:
- معرفی مدار فلوتاسیون کارخانهی پرعیارکنی یک
- بررسی اهمیت همزن در سلولهای فلوتاسیون
- تأثیر طراحی بخش ثابت و متحرک همزن بر اندازه حباب
- تاثیر فاصله بین بخش ثابت و متحرک همزن بر کارایی فرآیند
- تاثیر توقف یک همزن بر روی سلولهای قبل و بعد
- اهمیت تعویض جهت چرخش همزنها
- راه حلهای موجود جهت کاهش سایش تیغههای همزن
مدار فلوتاسیون کارخانه پرعیارکنی یک شامل ۲ ضلع مشابه است که در هر ضلع ۴ ردیف پرعیارکنی اولیه، ۲ ردیف شستشو-رمقگیری و ۲ آسیا خردایش مجدد وجود دارد (شکل ۱). طبق طراحی اولیه کارخانه، سرریز هیدروسیکلون های اولیه با دانه بندی ۷۰ درصد کوچکتر از ۷۴ میکرون خوراک مدار فلوتاسیون را تشکیل میدهد. باطله مراحل پرعیارکنی اولیه و رمقگیر به عنوان باطله نهایی از سیستم خارج میشود. کنسانتره این مراحل برای افزایش درجه آزادی وارد مدار خردایش مجدد میشوند. سرریز هیدروسیکلون های ثانویه بادانه بندی ۸۶ درصدکوچکتر ۴۴ میکرون خوراک مرحله شستشوی اول را شامل میشود. کنسانتره مرحله شستشوی اول خوراک مرحله شستشوی دوم و کنسانتره مرحله شستشوی دوم خوراک مرحله شستشوی سوم میشود. نهایتا کنسانتره مرحله شستشوی سوم به عنوان کنسانتره نهایی از سیستم خارج خواهد شد. باطله هر مرحله نیز به صورت ثقلی به یک مرحله قبلتر بر میگردد.
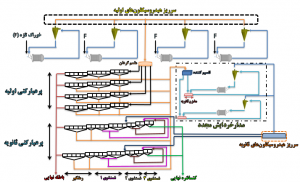
شکل ۱: معرفی مدار فلوتاسیون کارخانه پرعیارکنی یک
در ادامه انواع سلولها معرفی شد. به دلیل اینکه سلولهای کارخانه پرعیارکنی یک از نوع جریان باز هستند (شکل ۲) بدین معنی که پایین سلول ها به هم راه دارد اگر در یک سلول تلاطم مشاهده شود این تلاطم بر روی سلولهای قبل و بعد نیز تاثیر میگذارد پیامد این تلاطمها راهیابی پالپ به ناو کنسانتره خواهد بود.

شکل۲: نحوه قرارگیری همزن داخل سلول فلوتاسیون
نقش همزن در سلولهای مکانیکی، معلق نگه داشتن ذرات جامد، تولید حبابهای هوا، توزیع حبابهای هوا در داخل سلول ومخلوط سازی پالپ میباشد. برای رسیدن به بالاترین کارایی همزن و یکنواختی جریان پالپ درون سلول، باید فاصله بین صفحه متحرک همزن تا بالای تیغههای بخش ثابت و فاصله افقی بین بخش ثابت و متحرک همزن در همه جهتها یکسان باشد(شکل ۳).
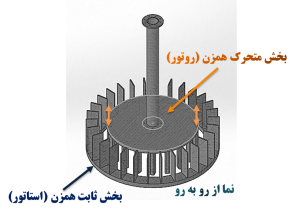
شکل ۳: نمای کلی از بخش متحرک و ثابت همزن
همچنین سالم بودن و فاصله یکنواخت بین بخشهای ثابت و متحرک همزن در سلولهای فلوتاسیون، باعث کاهش اندازه حبابها و کاهش تلاطم در نزدیکی فصل مشترک منطقه پالپ و منطقه کف میشود. به طور کلی شرایط هیدرودینامیکی مناسب در یک سلول فلوتاسیون زمانی حاصل میشود که همزن، دوغاب را در همه قسمتهای سلول به طور یکسان توسط جریانهای منظم چرخشی پخش کند و ذرات را برای برخورد حبابهای هوا معلق نگه دارد. شرایط هیدرودینامیکی سلول به نرخ هوادهی، ته نشین شدن ذرات در سلول و سالم بودن پرههای همزن از نظر سایش وابسته است. شرایط هیدرودینامیکی مناسب درشکل ۴ نشان داده شده است.
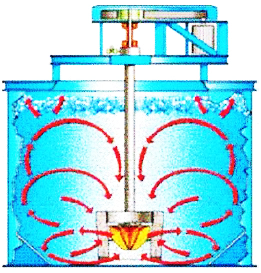
شکل ۴: شرایط هیدرودینامیکی مناسب در سلولهای فلوتاسیون
در ادامه جلسه به عوامل تاثیرگذار بر اندازه حباب پرداخته شد از جمله این عوامل میتوان به سرعت بخش متحرک همزن، طراحی بخشهای متحرک و ثابت ، سرعت جریان هوا و غلظت کفساز اشاره کرد. تحقیقات گذشته نشان میدهد که در هر نوع از طراحیهای بخش متحرک، در صورت عدم حضور بخش ثابت، بازیابی هوا کمتر از زمانی است که از بخش ثابت استفاده میشود. در شکل ۵، دو نوع از طراحی بخش متحرک و یک نوع از طراحی بخش ثابت مشاهده میشود.
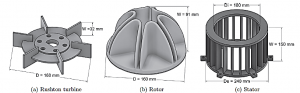
شکل ۵: طراحی بخشهای متحرک و ثابت
Mesa و همکاران، رابطه بین نوع بخش متحرک مورد استفاده با بازیابی هوا و قطر متوسط حباب در سرعتهای ظاهری مختلف را بررسی کردهاند. نتایج نشان داده که با افزایش سرعت ظاهری گاز، قطر متوسط حبابها و بازیابی هوا به ترتیب افزایش و کاهش مییابند. همچنین، در این تحقیق تأثیر عدم وجود بخش ثابت همزن بر قطر متوسط حباب و بازیابی هوا مورد مطالعه قرار گرفته است (شکل ۶ و شکل ۷)
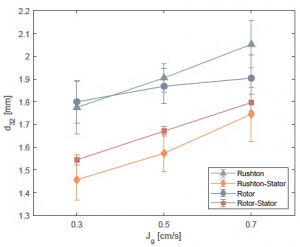
شکل ۶: رابطه بین قطر متوسط حباب و سرعت ظاهری گاز
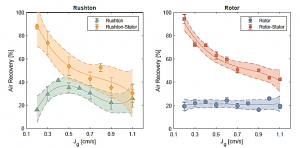
شکل ۷: رابطه بین بازیابی هوا و سرعت ظاهری گاز
بازرسی فرآیند از مدار فلوتاسیون کارخانه پرعیارکنی یک بر اساس پایشهای روزانه انجام شد. بخشی از فرم پایش مربوط به وضعیت همزنها و سلولها در شکل ۸ آمده است.

شکل۸: فرم پایش همزنهای بخش پرعیارکنی اولیه
بررسیها نشان داد که یکی از دلایل عملکرد ضعیف همزن در سلولهای فلوتاسیون، فاصله نامناسب بین بخش متحرک و ثابت است که پیامد آن آسیب رسیدن به این بخشها و در نتیجه از بین رفتن شرایط هیدرودینامیکی مناسب در سلولهای فلوتاسیون است (شکل ۹). به طورکلی فاصله بین بخش ثابت و متحرک همزن باید ۵ سانتیمتر باشد ولی براساس پایشهای انجام شده مشخص شد یک سمت فاصله ۱۰ سانتیمتر است و سمت دیگر فاصلهای وجود ندارد.

شکل ۹٫آسیب رسیدن به بخش ثابت و متحرک همزن
بررسیها نشان داد که در برخی از سلولها به دلیل اتصال ضعیف بین بخشهای ثابت، فاصله بین بخش ثابت و متحرک بیش از حد معمول شده است (شکل ۱۰).
شکل ۱۰: باز شدگی اتصال بین بخشهای ثابت
با توجه به مشکلات مشاهده شده از جمله فاصله نامناسب بین بخشهای ثابت و متحرک همزن، فاصله بین این بخشها تنظیم و قسمتهای بخش ثابت که از هم جدا شده بودند، مجدداً به یکدیگر متصل شدند. با اصلاحات انجام شده، تلاطم در سطح سلولها کاهش یافت.
به طور کلی بازدهی جدایش در سلولهای فلوتاسیون به کنترل سطح پالپ و شرایط هیدرودینامیکی بستگی دارد. با تهنشین شدن ذرات در سلول، فاصله بین بخش متحرک همزن و کف سلول (کف کاذب) از بین میرود. در سلولهای فلوتاسیون مجتمع مس سرچشمه، پس از مشاهده تلاطم در سطح سلولها، مشخص شد که حجم زیادی از ذرات تهنشین شدهاند که با شستشوی سلولها تلاطم در سطح سلولها کاهش یافت.
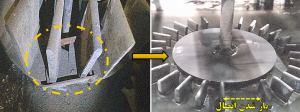
سایش شدید تیغههای همزن، منجر به ایجاد حبابهای درشت و تلاطم در سطح سلول میشود. بازرسی فرآیند نشان داد که یکی از عوامل ایجاد سایش شدید در تیغههای همزن ورود ذرات درشت به درون سلولهاست.

شکل۱۱: مقایسه تیغههای سالم و ساییدهشده
به منظور جلوگیری از سایش یکطرفه تیغههای همزن، جهت چرخش همزنهای ردیف ۵ پرعیارکنی اولیه تعویض گردید همچنین شستشوی سلولهای به منظور عبور ذرات درشت به سمت باطله نهایی در دورههای زمانی مشخص انجام میشود.





