ارائه در دنیا چه خبر! (حلقه بسته کنترلی چه زمانی باز میشود؟ و چه زمانی باید باز شود؟)
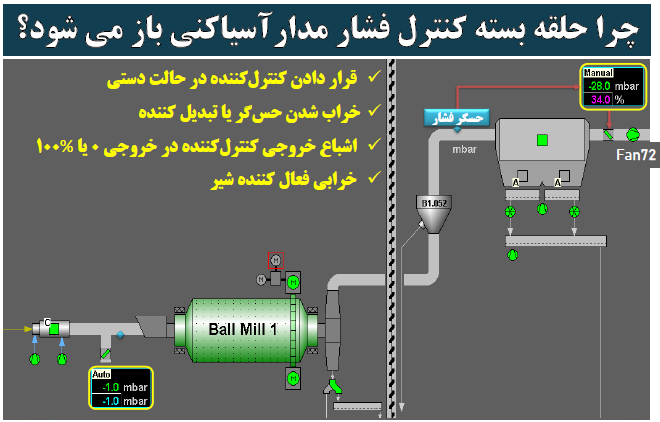
حلقه بسته به این معنا که با اندازه گیری خروجی، تغییر در سیستم داده شود. باز یعنی بدون توجه به اندازه گیری پارامتر، فرآیند ادامه پیدا کند. حلقه بسته انجام کنترل است و زمانی لازم است که حلقهی بسته، حلقه باز شود. مدار آسیاکنی گندله سازی خشک است و سیال هوا میباشد. مکانیزمهای این آسیا نرمکنی و طبقه بندی میباشد. انرژی صرف خردایش مواد شود. اساس جدایش سرعت هوا در آسیا میباشد. پس جهت کار بهینه لازم است تا این سرعت هوا بصورت بهینه تنظیم گردد. جهت تنظیم این سرعت، در طراحی اختلاف فشار مطلوب نقاط مختلف این مدار با روابط و کالیبراسیون خاص سرعت لازم تامین میشود. از دلایل اینکه حلقه بسته کنترل فشار مدارآسیاکنی گندله، حلقه باز میشود: قراردادن کنترلکننده در حالت دستی، خراب شدن حسگر یا تبدیل کننده، اشباع خروجی کنترل کننده در خروجی ۰ تا ۱۰۰ درصد،خرابی فعال کننده دمپر. همه حلقههای کنترل دارای حالت خاص هستند و لازم است که از حالت خودکار فقط در شرایط خاص تغییر وضعیت دهد.چگونه زمان انتقال از کنترل اتوماتیک به دستی تشخیص داده میشود؟تشخیص شرایط خاص با استفاده از اندازهگیریها-استفاده از تغییر روند بعضی از اندازهگیریها
ارائه بازرسی فرآیند شماره ۲۹ کارخانه گندلهسازی شماره۱ شرکت معدنی و صنعتی گلگهر با موضوع استانداردسازی حلقه کنترل فشار مدارآسیاکنی
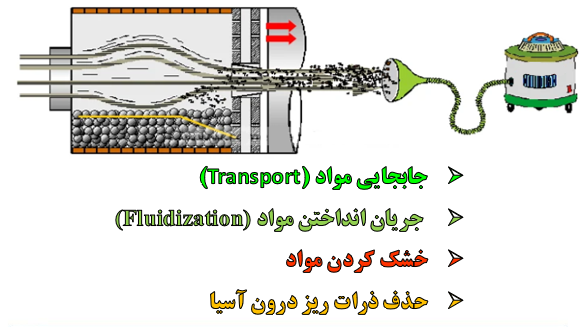
باتوجه به اینکه مدار آسیاکنی کارخانه گندله سازی مدار خشک است، هوا در این مدار بسیار مهم و تعیین کننده است. از جمله وظایف اصلی جریان هوا در آسیا خشک میتوان به: ۱- جابجایی مواد ۲- به جریان انداختن مواد ۳-خشک کردن مواد ۴-حذف ذرات ریز درون آسیا اشاره کرد.
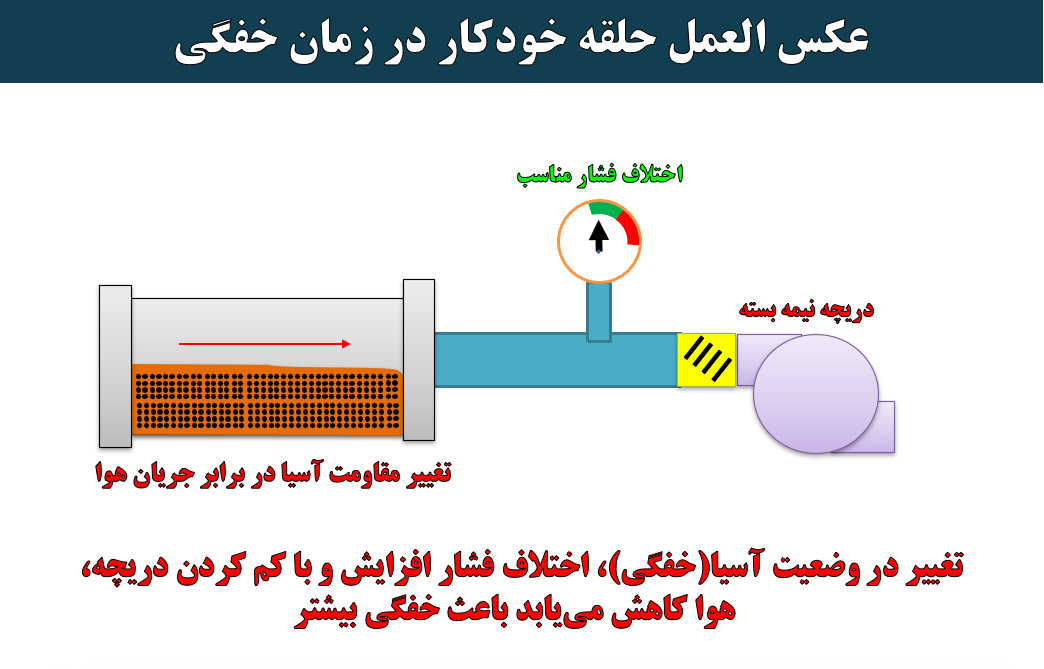
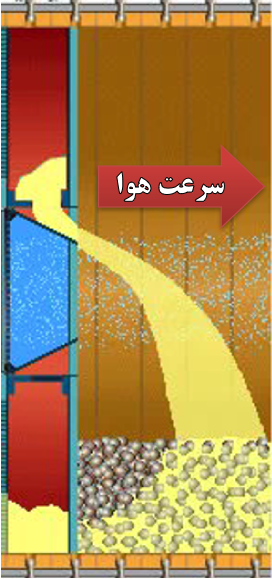
در اثر حرکت آسیا مواد درون آسیا شکل سیال پیدا میکنند و ویسکوزیته این سیال سبب میشود که هر جز از آسیا، مقاومتی در برابر حرکت مواد است. مواد به بین گلوله ها منتقل شده و بدلیل مقاومت گلوله در برابر جریان مواد، زمان ماند تعیین میشود. اگر مواد بیش از اندازه به آسیا وارد شود و یا اگر مواد بواسطه نامناسب بودن جریان هوا از آسیا خارج نشوند، شکل بار و گلوله ها گسترده میشوند و کارایی خردایش در آسیا کاهش مییابد و در نتیجه به خفگی و توقف عملیات میانجامد. سرعت هوا پارامتری مهم و تعیین کننده در زمان ماند مواد در داخل آسیا، جلوگیری از خردایش بیش از حد ذرات ریز و جلوگیری از پوشیده شدن گلولهها با مواد است.

در نهایت میتوان از مزیت های سرعت مناسب هوا در آسیا به موارد: ۱- بهبود در فرآیند خروج گرما از درون آسیا و محافظت از تجهیزات مکانیکی آسیا، ۲- حذف بهتر رطوبت در فرآیند خشککنی، ۳-افزایش ظرفیت و کارایی خردایش در آسیا اشاره کرد.
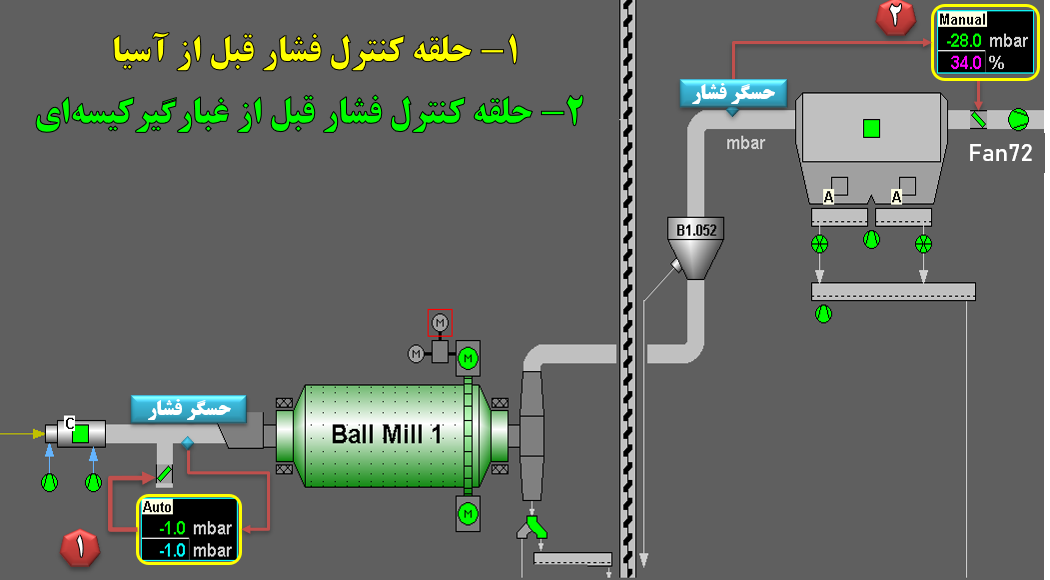
جهت کنترل این هوا در مدارآسیاکنی دو حلقه کنترل فشار قبل و بعد از آسیا در نظر گرفته شده است.
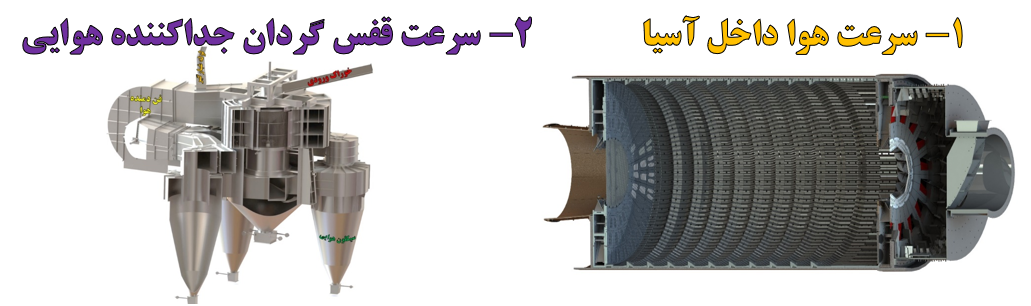
بنابراین بر اساس طراحی پارامترهای اصلی در کنترل بلین با تناژ ثابت سرعت هوا در آسیا و سرعت قفس گردان جداکننده هوایی میباشد.
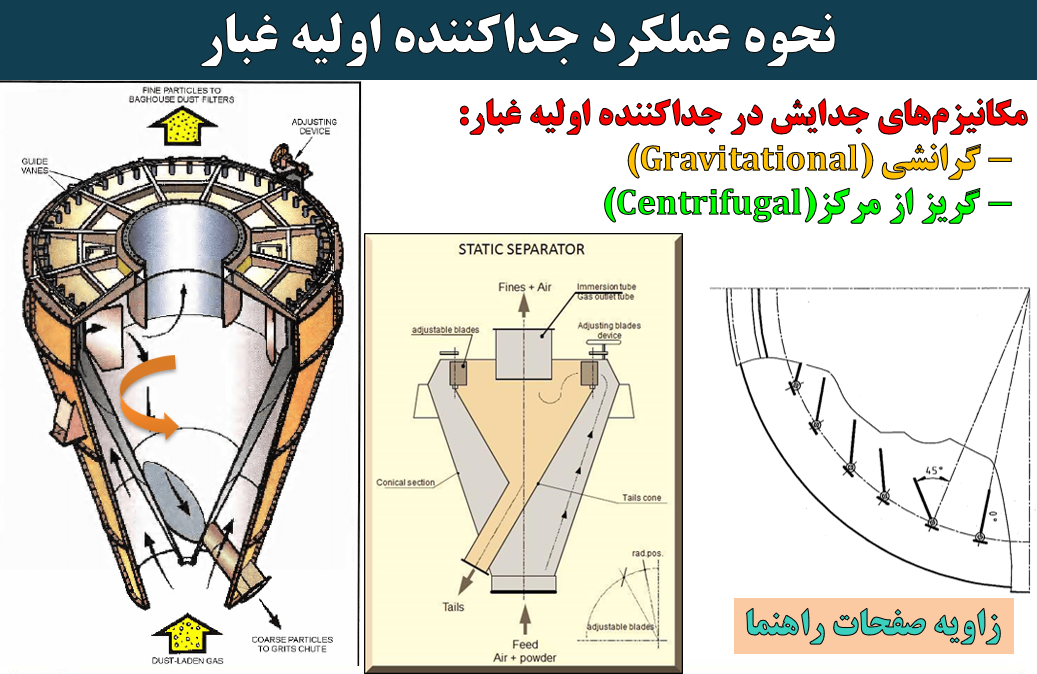
مواد در خروجی آسیا به دو قسمت ریز و درشت تقسیم میشوند. ذرات ریز به همراه هوا به سمت غبارگیرکیسهای منتقل شده و ذرات درشت روی بالابر سطلی میریزند. بدلیل کارایی پایین جدایش در خروجی آسیا، روی هر کدام از این جریانها یک جداکننده قرار داده شده است. جداکننده اولیه غبار استاتیکی روی جریان هوا یعنی مواد ریز قرار دارد و همچنین وظیفه دارد از ورود بیش از حد مواد به غباگیر جلوگیری کند. جدایش در جداکننده اولیه غبار توسط دو مکانیزم گرانشی و گریز از مرکز صورت میگیرد. با تنظیم زاویه صفحات راهنما در این جداکننده، میتوان کارایی جدایش را افزایش داد.
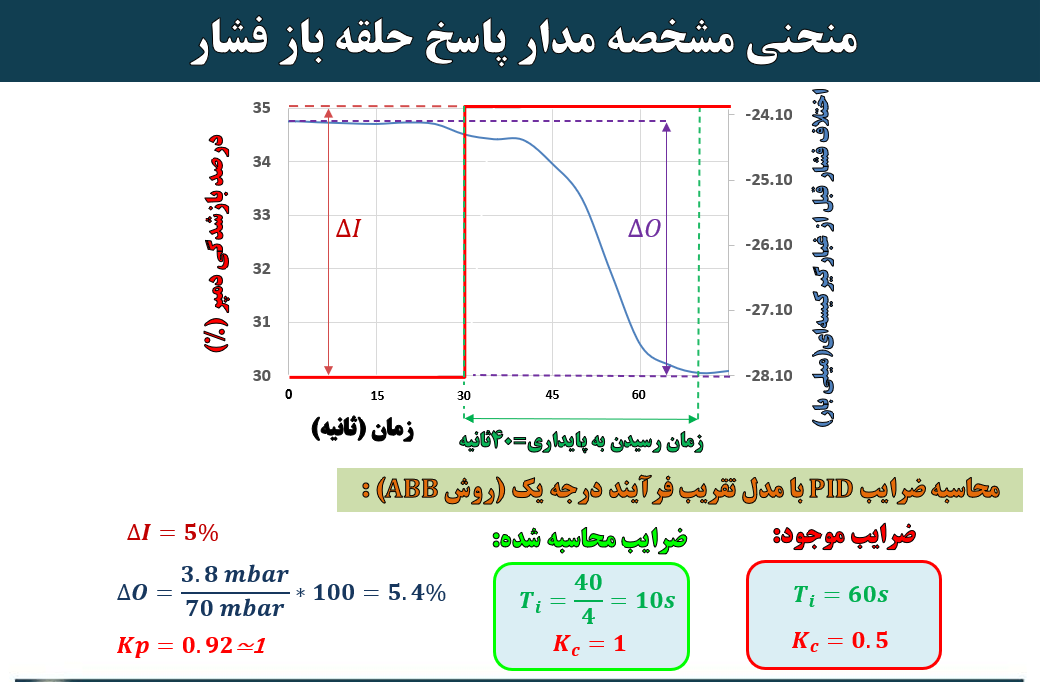
ضرایب PID کنترل کننده حلقه فشار قبل از غبارگیرکیسهای با استفاده از مدل تقریب فرآیند درجه یک(روش ABB) محاسبه و اعمال گردید.
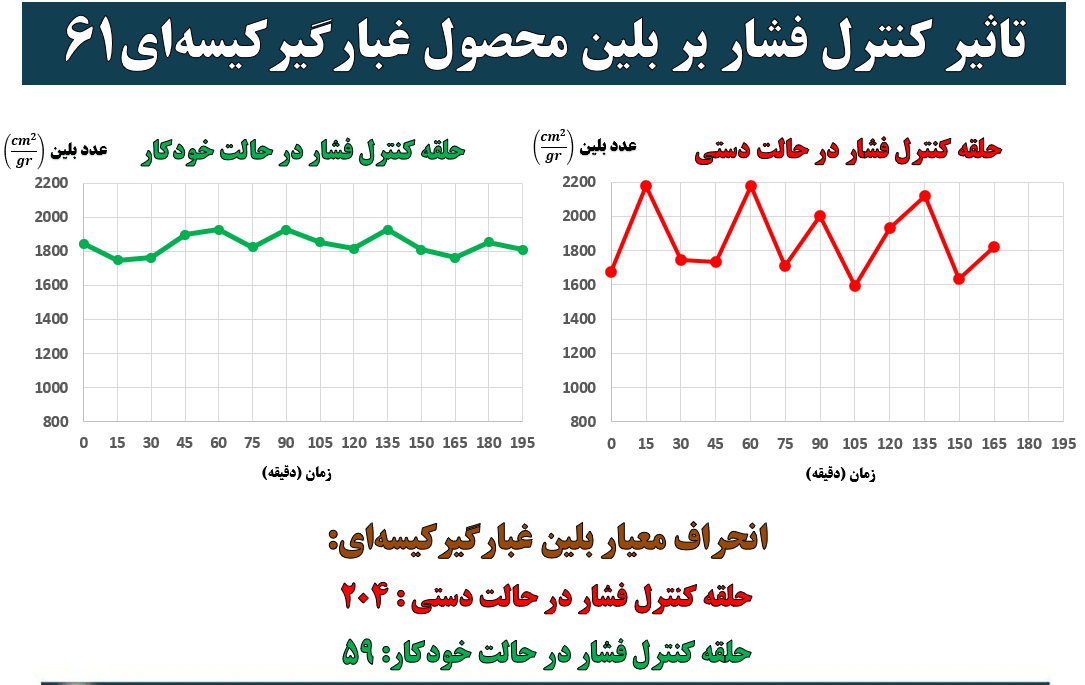
حلقه کنترل در مدت زمان ۵۰ ساعت با ضرایب جدید مورد پایش قرار گرفت. نوسانات بلین در دو حالت دستی و خودکار حلقه کنترل فشار بترتیب ۲۰۴ و ۵۹ واحد بلین با نمونه گیری بدست آمد.

چرا این حلقه مورد استفاده قرار نمیگرفت؟ بدلیل اینکه در موارد خفگی و پرشدگی بیش از حد آسیا باید بصورت نشانه در این حلقه وارد گردد.