
ششمین جلسه هفتگی کارخانه فرآوری سرباره که در تاریخ ۱۹ مهر ۱۴۰۳ برگزار شد، به بررسی تغییر طرح آسترهای بدنه آسیای نیمه خودشکن پرداخته شد.
در مدار خردایش کارخانه فرآوری سرباره از یک آسیای نیمه خودشکن سرعت ثابت ۳/۱۳ دور بر دقیقه، با قطر ۶۰۰۰ میلیمتر و طول موثر ۶۵۰۰ میلیمتر استفاده شده است. آسترهای این آسیا کاملا فلزی است(شکل۱). بررسیهایی که تاکنون در این آسیا انجام شده است، نشان میدهد که آسترهای طرح اصلی آنان به دلیل شرایط آسیا، بسیار مستعد شکست آستر هستند. شکست آستر علاوه بر جنس آسترها، ناشی از مسیر نامناسب حرکت بار است. تنها راه تغییر مسیر مواد، تغییر طرح آستر است. آسترهای بدنه آسیا، تنها آسترهایی هستند که طرح آنان تغییر کرده بود و نسبت به طرح اولیه تغییرات زیادی داشته است. مهمترین این تغییرات، کاهش تعداد ردیف آسترها از ۴۸ ردیف به ۳۲ ردیف، کاهش تنوع آسترها از سه نوع به دو نوع سه پیچ و چهار پیچ و افزایش زاویه صفحه بالابر آسترها بود.

شکل۱: نمایی از داخل آسیای نیمه خودشکن کارخانه تغلیظ سرباره
اولین مرحلهای که در مرکز تحقیقات فرآوری مواد کاشیگر برای بهینهسازی این طرح انجام شد، انجام شبیهسازی کل آسیا به روش اجزای گسسته با نرمافزار KMPC-DEM بود. مسیر حرکت مواد نشان داد که با وجود تغییر طرح صورت گرفته و افزایش زاویه بالابر به ۳۰ درجه، هنوز بخشی از مواد برخورد مستقیم با آستر دارند.
هدف از تغییر طرح در آسترهای آسیای نیمه خودشکن کارخانه تغلیظ سرباره مجتمع مس سرچشمه، بهبود عملکرد خردایش است.
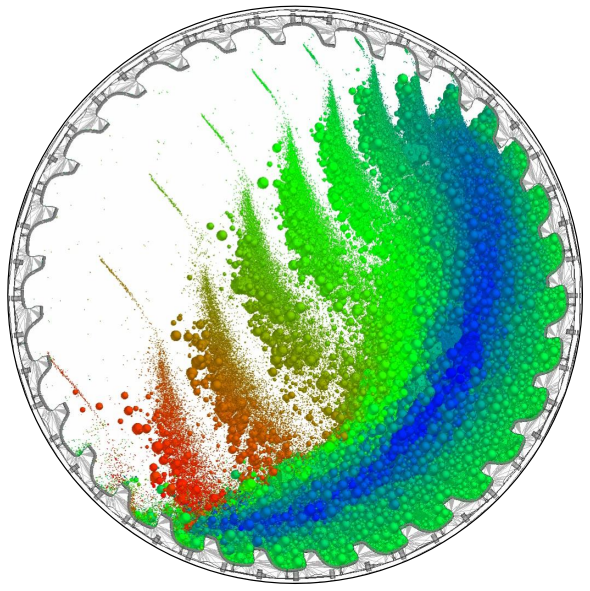
شکل۲ نمایشی از مسیر حرکت بار در آسیای نیمه خودشکن را نشان میدهد. در چرخش و ریزش بار داخل آسیا نقطه ای به نام پاشنه بار تعریف شده که بیشترین خردایش در این قسمت میباشد و با رنگ قرمز مشخص شده است.
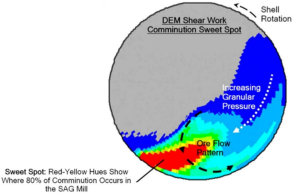
شکل۲: مسیر حرکت بار در آسیا نیمه خودشکن
درحال حاضر اکثر مراکزی که در طراحی آستر و شبیه سازی آسیا فعالیت دارند، تصورشان بر این است که زمان تعویض آستر هنگامی است که ارتفاع آستر به یک سوم ارتفاع اولیه خود رسیده است. اما با توجه به بررسی و شبیه سازی های متعدد انجام شده توسط مرکز تحقیقات فرآوری مواد کاشیگر، زمان تعویض آسترهای آسیا با توجه به کارکرد آن با در نظر گرفتن نحوه حرکت بار در داخل آسیا بایستی گرفته شود. در شکل۳ مسیرحرکت بار در داخل آسیا با توجه به سایش آسترها نشان داده نشان داده شده است.
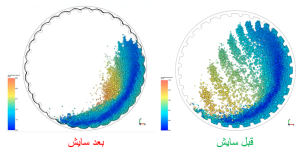
شکل۳: شبیه سازی مسیر حرکت بار در داخل آسیا قبل و بعد از سایش آسترهای بدنه
شبیه سازی مسیر حرکت بار داخل آسیای نیمه خودشکن جهت تصحیح بخش اول که رفع مشکل برخورد ذرات به بدنه آسیاست، تنها راه حل، افزایش زاویه صفحه بالابر است. با مطالعه زوایای مختلف صفحه بالابر در نهایت مشخص شد که اگر این زاویه ۵ درجه افزایش داشته باشد، مسیر حرکت مواد به طور قابل ملاحظهای تصحیح خواهد شد.
در شکل۴، تفاوت حرکت بار درشبیهسازی این آسترها نشان داده شده است. با توجه به شکل، ظرفیت بالابری آسترها به حداکثر ممکن رسیده است. همچنین با توجه به اینکه هیچ فاصلهای بین ناحیه آبشاری بزرگ و کوچک ایجاد نشده است، نشان میدهد که در این شرایط، طیف گسترده و پیوستهای از بار خرد کننده ایجاد شده که هر کدام دارای انرژی های متفاوتی هستند. به عبارت دیگر در نتایج قبل، بار خرد کننده یا در حالت پرتاب قرار میگرفت و یا در حالت سایش، اما در شرایط کنونی بسیاری حالات مختلف ایجاد شده است که میتواند طیفهای پیوستهای از انرژی خردایش را ایجاد کند. این طرح جدیدترین رویکرد در صنعت فرآوری مواد معدنی برای تغییر طرح است.
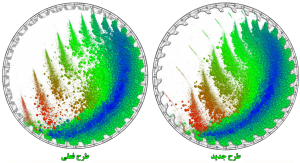
شکل۴: مقایسه شبیه سازی حرکت بار داخل آسیا
با توجه به اینکه چرخش آسیای نیمه خودشکن کارخانه فرآوری سرباره فقط در یک جهت میباشد، گروه طراحی در طرح جدید توانستند از این موضوع به عنوان یک امتیاز مثبت استفاده کنند. ایجاد انحنا باعث بزرگتر شدن پاکت بار بین آسترها و ریزش یکنواخت گلولهها در آبشاری بزرگ شد(شکل۶). به عبارتی اگر سطح آستر با یک شیب ملایم و به صورت هلالی شکل به هم متصل شوند، آستری بوجود میآید که همه زوایای صفحه بالابر از صفر درجه تا ۳۵ درجه را ایجاد کند. در این صورت میتوان به واسطهی وجود این گستره زوایا، یک طیف ذرات با انرژیهای مختلف ایجاد کرد.
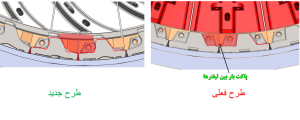
شکل۵: نمایی از پاکت بار در طراحی جدید و فعلی
با پایشهای انجام شده از طرح فعلی آسترهای آسیای نیمه خودشکن، مشخص شد که میزان سایش در ردیف اول و بخشی از ردیف دوم بیشتر از سایر نقاط می باشد. برای رفع این چالش در طرح جدید، توزیع فلز در این بخش از آسترها افزایش پیدا کرد (شکل۶).

شکل۶: تغییر توزیع فلز در آسترهای بدنه ردیف اول و دوم آسیای نیمه خودشکن
در پایان پس اعمال تغییرات فوق آسترهای بدنه طراحی شدند. مقایسه طرح آسترهای بدنه طرح فعلی و جدید آسیای نیمه خودشکن در شکل۷ نشان داده شده است.
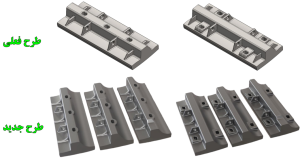
شکل۷: طرح جدید و فعلی آسترهای بدنه آسیای نیمه خودشکن





