
بازیابی کلی مس در مدار فلوتاسیون کارخانه تغلیظ ۱ نسبت به طرح اولیه از میزان ۹۰ درصد به ۸۶ و عیار کنسانتره نهایی از ۳۲ درصد به ۲۴ درصد کاهش یافته است. در مقایسه با طراحی اولیه بازیابی مدار رافر فلوتاسیون مس، ۹ درصد کاهش یافته است ( از ۹۶ درصد به ۸۷). این امر در حالی است که عیار مس سنگ معدن ورودی به کارخانه از ۱٫۱۷ به ۰٫۶۸ و عمده کانی مس خوراک ورودی از کالکوسیت به کالکوپیریت کاهش پیدا کرده است. همچنین به منظور تولید بیشتر مس تناژ ورودی به مدار رافر (تناژ ورودی به آسیاهای اولیه) از ۲۲۵ تن برساعت (خشک) به ۲۵۶٫۵ تن برساعت افزایش پیدا کرده است. به دنبال این تغییرات عیار کنسانتره رافر کاهش محسوسی نسبت به طرح نداشته است و از ۷٫۶ درصد مس به ۶٫۵ درصد مس تغییر کرده است. این اتفاق را بطور کلی میتوان به کاهش بازیابی نسبت داد که دلایل کاهش بازیابی از موارد زیر نشات میگیرد:
- زمان ماند سلول های فلوتاسیون به نسبت طراحی با توجه به افزایش تناژ ورودی حدود ۲٫۵ دقیقه کاهش پیدا کرده است.
- d_80 سرریز سیکلون های اولیه از مقدار ۷۰ درصد زیر ۷۴ میکرون به ۶۳ درصد زیر این مقدار کاهش پیدا کرده که منجر به درشت شدن خوراک ورودی به سلول های فلوتاسیون شده و مقدار مواد قفل شده بیشتری را به همراه دارد.
- به دلیل ترس اپراتورها از پرشدن سلولها بوسیله تجمع ذرات درشت، مشکل تنظیم سطح سلولهای رافر با پایین بردن وضعیت شیرهای نیزه ای (Dart Valve) نیز وجود دارد.
- با توجه به بالا بودن مقدار pH در مدار رافر نسبت به استاندارد کارخانه های مس (بهینه: ۱۱٫۳ – ۱۱٫۸، در حال حاضر: ۱۲٫۱ – ۱۲٫۴) بازیابی مواد قفل شده با پیریت با مشکل روبروست.
- مصرف و توزیع مواد شیمیایی (بخصوص کلکتور) در طول مدار فلوتاسیون با استاندارد فاصله زیادی دارد.
هدف از مدار رافر بازیابی حداکثری است که این امر در حال حاضر با توجه به دلایل گفته شده با مشکل روبرو است همچنین هدف مدار ثانویه که متشکل از سلولهای کلینر، رمقگیر و ریکلینر است، افزایش عیار سهم بازیابی شده از مدار رافر میباشد.
به دنبال مدار رافر، مدار ثانویه کارخانه تغلیظ۱ نیز با مشکلاتی روبرو است. تناژ ورودی به مدار ثانویه مجموع تناژ کنسانتره رافر و اسکاونجر است. این تناژ به نسبت طراحی اولیه با کاهش ۴۱ درصدی روبرو بوده است و همین امر منجر به افزایش زمان ماند مواد و به دنبال آن افزایش بازیابی در مدار ثانویه شده است. بازیابی مدار ثانویه طبق طراحی اولیه ۹۴ درصد و در حال حاضر ۹۸٫۵ درصد میباشد. در نتیجه کاهش عیار مدار ثانویه امری قابل انتظار میباشد. طبق طراحی اولیه عیار خوراک ورودی به مدار ثانویه تغییر چندانی نداشته است (کاهش عیار از ۷٫۸ طبق طراحی به ۶٫۸ در حال حاضر) اما عیار کنسانتره نهایی مدار ثانویه که محصول نهایی فلوتاسیون است از ۳۲ درصد به ۲۴ درصد کاهش پیدا کرده است (کاهش غنی شدگی مدار ثانویه از ۴٫۲ به ۳٫۷).
نتایج :
- هدف از مرحله رافر بازیابی حداکثر و هدف از مدار ثانویه افزایش عیار میباشد.
- بازیابی کلی سلولهای رافر نسبت به طراحی از ۹۶ به ۸۷ رسیده است.
- اصلیترین دلیل کاهش بازیابی مدار رافر، وجود بیش از حد ذرات درشت در این مدار است.
- با توجه به مقدار بیش از اندازه ذرات درشت در سلولهای رافر، تنظیم سطح توسط شیرهای نیزه ای به دلیل ترس اپراتورها از پرشدن سلولها با مواد درشت با مشکل مواجه است.
- با توجه به بازیابی کم مدار رافر، بازیابی از مدار ثانویه تقریبا ۹۸ درصد بوده که منجر به کاهش عیار در مدار ثانویه میشود.
- مصرف کافی و توزیع مواد شیمیایی بخصوص کلکتور با مشکلات زیادی روبرو بوده و با استاندارد فاصله زیادی دارد. (تعدادنقاط توزیع کلکتور نسبت به طرح در بهترین شرایط ۸ نقطه کمتر و مقدار آن نیز ۶۶ گرم بر تن کاهش یافته است.)
- تناژ ورودی به مدار ثانویه نسبت به طراحی کاهش ۴۱ درصدی داشته است به همین دلیل زمان ماند به طور کلی در مدار ثانویه افزایش پیدا کرده است و دلیلی بر افزایش بازیابی و افت عیار در مدار ثانویه میباشد.

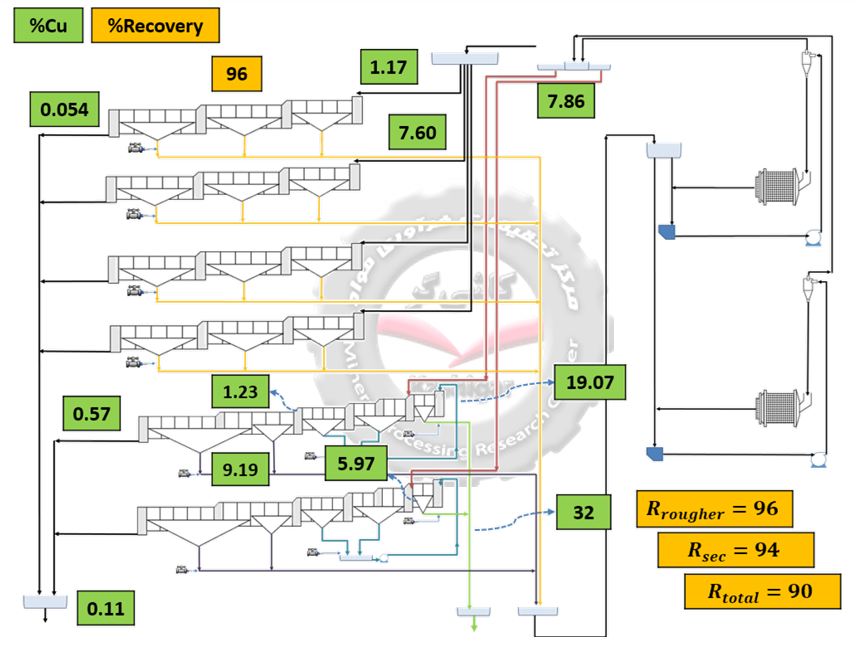
شکل۱_مدار فلوتاسیون مس کارخانه تغلیظ ۱، مجتمع مس سرچشمه طبق طراحی اولیه





