

موضوع ارائه مورد بحث جلسهی پنجشنبه به مورخ ۱۴۰۰/۴/۲۴، بررسی راهبری و استاندارد سازی مدار آسیاکنی کارخانه پرعیارکنی دو مجتمع مس سرچشمه بوده است که موضوعات این ارائه به شرح زیر میباشد.
• استاندارد سازی سرندهای لرزان فاز دو
• رفع مشکل خروج گلوله از آسیای گلولهای فاز دو هنگام راه اندازی مجدد بعد از توقف ناگهانی
• اصلاح طرح کانال انتقال گلوله کارخانه پرعیارکنی دو
طی پایش های روزانه مشکلات مربوط به سرندهای لرزان فاز دو شناسایی گردید که مشکلات این سرندها عبارتند از :
۱٫ ضخامت بیش از حد مواد روی سرندهای لرزان
۲٫ استفاده از صفحات سرند با کارایی متفاوت
۳٫ نامناسب بودن سیستم آب شستشوی
اندازهی طرح اولیه روزنههای سرند فاز دو ۹*۹ میلی متر بوده است و همانطور که بالا ذکر شد یکی از مشکلات سرندهای لرزان فاز دو ضخامت بیش از حد مواد رو سرندی میباشد که جهت ارزیابی کارایی عملکرد سرندهای لرزان فاز دو از بار برگشتی نمونه گرفته شد که طبق نتایج نمونه گیریمشخص شد بیش از ۳۰ درصد ذرات کوچکتر از ۹ میلی متر همراه باربرگشتی میباشند. شکل ۱ نمایانگر نتایج مربوط به نمونهی گرفته شده از بار برگشتی فاز دو میباشد.
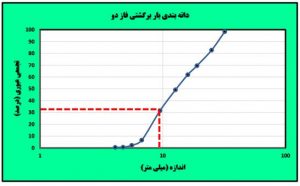
شکل ۱: دانه بندی بار برگشتی فاز دو
در ادامه بررسیها، عملکرد صفحات مورد استفاده در سرندهای لرزان فاز دو را از نظر گرفتگی و پارگی بررسی شد همانطور از شکل ۲ مشخص است در سرندهای لرزان فاز دو از سه نوع صفحه سرند از سه شرکت مختلف استفاده میکنند.
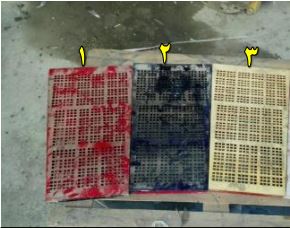
شکل ۲ :صفحات سرندهای لرزان فاز دو
نتایج بررسی میزان گرفتگی صفحات سرند به این صورت میباشد که صفحات شرکت سازنده ۱ با ۸۴ درصد گرفتگی بیشترین و صفحات شرکت سازندهی ۳ با ۸ درصد گرفتگی کمترین گرفتگی را به خود اختصاص داده است.

نتایج بررسی میزان گرفتگی صفحات سرندهای لرزان فاز دو
در قدم بعدی صفحات موجود را از نظر گرفتگی بررسی شدند. صفحات شرکت سازنده ۱ و ۳ هیچگونه گرفتگی در آنها مشاهده نشده است اما صفحات سازنده ۳ پارگی متعدد و حالت استخوانی زیادی در آنها دیده شد. به صورت کلی صفحات شرکت سازنده ی ۲ با توجه به گرفتگی کم و عدم مشاهدهی پارگی از کارایی بهتر ی نسبت به دو صفحهی دیگر داشته اند.
با توجه به مشکلات عنوان شده پیشنهاد تغییر طرح چشمههای سرندهای لرزان فاز دو را از مربعی(۹*۹ میلی متر) به مستطیلی (۸*۱۵ میلی متر) ارائه گردید که بعد از نقشه کردن طرح جدید یک نمونه جهت ارزیابی طرح ارائه شده فرستاده و نصب گردید که طی مدت یک ماه این نمونه ارسالی را پایش کرده و در این مدت هیچگونه پارگی یا گرفتگی مشاهده نگردید. بعد از عملکرد خوب طرح جدید هفت ردیف از سرند شماره یک سرند لرزان فاز دو از طرح جدید نصب گردید. شکل ۳ نمایی از طرح جدید صفخات نصب شدهی روی سرندهای لرزان فاز دو میباشد.
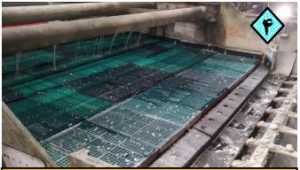
شکل ۳: نصب طرح جدید صفحات سرند روی سرند شماره یک فاز دو
بعد از نصب هفت ردیف از صفحات طرح جدید روی سرند شماره یک فاز دو جهت ارزیابی بیشتر دوباره از بار برگشتی فاز دو نمونه گرفته شد که با توجه به نمونهگیری انجام شده مشخص گردید که ذرات کوچکتر از ۹ میلی متر همراه بار برگشتی از ۳۰ به ۱۲ درصد کاهش یافت.
دیگر مشکل مورد بحث نامناسب بودن سیستم شستشوی سرندهای لرزان فاز دو میباشد. دوشهای سیستم شستشو با هم حالت همپوشانی نداشته و این باعث میشد که کل سطح مواد عبوری از سرند شستشو نشوند به همین جهت یک سری حالت شیاری روی سطح مواد ایجاد میشد. شکل ۴ نمایی از تشکیل حالت شیاری روی مواد عبوری از سرند میباشد.
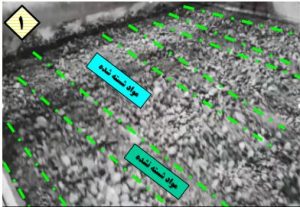
شکل ۴: حالت شیاری تشکیل شده روی مواد عبوری سرند
در ادامه جهت رفع مشکل موجود یک طرح اصلاحی با در نظر گرفتن حالت همپوشانی ما بین دوشهای شستشو ارائه گردید. با ارائه طرح اصلاحی این طرح ساخته و روی سرندهای لرزان فاز دو نصب گردید.
یکی از مشکلات موجود فاز دو، خروج گلوله از آسیای گلولهای هنگام راهاندازی مجدد بعد از توقف ناگهانی میباشد که نمایی از این مشکل را در شکل۵ مشاهده میشود.

شکل ۵: خروج گلوله از آسیای گلولهای فاز دو
جهت جلوگیری از خروج گلولهها از آسیاهای گلوله ای دو راهکار وجود دارد ۱- استفاده از مارپیچ در ترانیون خروجی آسیا ۲- استفاده از نگهدارندهی گلوله (Ball Retainer). با توجه به اینکه آسیای گلولهای فاز دو دور متغییر میباشد استفاده از مارپیچ در خروجی آسیا کارساز نبوده و از خروج گلوله جلوگیری نمیکند به همین خاطر جهت جلوگیری از خروج گلوله پیشنهاد شد که از نگهدارندهی گلوله استفاده شود.
آسیای گلولهای فاز دو طبق طرح اولیه نگهدارنده گلوله داشته است اما بدلیل کارکرد زیاد فرسوده شده است و از خروج گلوله هنگام راهاندازی مجدد جلوگیری نمیکرد به همین خاطر در مرداد ۹۸ نگهداره گلوله ساخته شد اما مشکلی که پیش آمد نگهدارنده گلولهی طرح اولیه از جای خود جدا نشد و با نصب نگهدارندهی گلوله روی نگهدارندهی طرح اولیه روزنههای با هم حالت هم همپوشانی پیدا کردند و باعث شد که پالپ راحت از آسیا خارج نشود و پارامترهای کنترلی آسیا بالا میرفت. جهت رفع کلی این مشکل در مرداد ۹۹ نگهدارندههای گلوله از جای خود برش داده و یک نگهدارندهی گلولهی جدید نصب گردید. شکل ۶ نمایی از روند نصب نگهدارندههای گلوله میباشد.

شکل ۶: روند نصب نگهدارندهی گلولهی آسیای گلولهای فاز دو
در ادامه کار جهت افزایش کارایی خروج پالپ از آسیای گلولهای اندازهی روزنههای نگهدارندهی گلولهای از ۲۸ به ۴۰ میلی متری تغییر یافت.
در ادامه مشکلات مربوط به شارژ گلوله مدار آسیاکنی کارخانه پرعیارکنی دو مورد بحث قرار گرفت. یکی از مشکلات موجود نبود جک نوماتیکی جهت باز و بسته کردن دریچه جعبه میباشد همانطور که در شکل۷ مشاهده میشود پرسنل شارژ گلوله جهت باز و بسته کردن دریچهی جعبه شارژ گلوله مجبور است که بالای کانال انتقال گلوله رفته و دریچه را با دست باز و بسته کند. دیگر مشکل دیده شده شیب و انحنای نامناسب کانال انتقال گلوله میباشد. با توجه شکل ۸ شیب و انحنای نامناسب کانال انتقال گلوله دیده میشود.

شکل ۷: نبود جک نوماتیکی جهت باز و بستن دریچه جعبههای گلوله

شکل ۸: شیب و انحنای نامناسب کانال انتقال گلوله
جهت رفع مشکل کانال انتقال گلوله یک طرح اصلاحی جدید ارائه گردید در این طرح جهت شیب دار کردن کانال فلنج اتصالی را به صورت مثلثی طراحی شد تا موقعی که کانال به آن وصل شود حالت شیب دار پیدا کند. شکل نمایی کلی طرح اصلاحی میباشد که در آن فلنج جدید و انحنای داده شده مشاهده میشود.

شکل ۹: نمای کلی طرح جدید کانال انتقال گلوله
و در آخر رفع مشکلات مربوط به شارژ گلوله مدار آسیاکنی کارخانه پرعیارکنی دو جهت اینکه پرسنل عامل مجبور به باز و بستن دریچه با دست نشود پیگیرهایی جهت تامین جک نوماتیکی جدید انجام گردید. شکل نمای از جکهای نوماتیکی جدید میباشد.

شکل ۱۰: جک نوماتیکی جدید





