

موارد بررسی شده در ارائه ۱۴ آذر ماه ۹۸
در این ارائه به بررسی برخی از مشکلات کارخانه مولیبدن پرداخته شد که مهم ترین آن ها به قرار زیر می باشد:
- نوسانات بازیابی کارخانه مولیبدن
- عدم تزریق سولفید سدیم به تانک های حالت دهنده مولیبدن
- بالا بودن بیش از حد دانسیته شستشوی ۳
نوسانات بازیابی کارخانه مولیبدن
از دلایل اصلی نوسانات بازیابی کارخانه مولیبدن نوسانات خوراک ورودی به کارخانه مولیبدن چه از نظر دبی و دانسیته می باشد، به دلیل خرابی سطح سنج های مخازن پمپ های انتقال ساختمان انتقال مواد ۱ و۲ عموما بار ورودی به کارخانه مولیبدن نوسان شدیدی داشت که با کالیبراسیون سطح سنج های مخازن پمپ های انتقال توسط همکاران بخش تیکنر این موضوع تا حدی حل شد.
از دیگر دلایل نوسانات بازیابی می توان به بالا بود دبی ورودی به خوراک شستشوی ۵ اشاره کرد که به صورت معمول دوبرابر مقدار طراحی بود این موضوع باعث می شد که زمان ماند در سلول های شستشوی ۵ کاهش یابد و در نتیجه بازیابی کاهش یابد، پس از نصب یک صفحه تقسیم کننده در لاندر سریز سیلکون های کارخانه مولیبدن به ازای هر ردیف شستشوی ۳و۴ یک ردیف شستشوی ۶،۵و۷ در مدار بود و مشکل بالا بودن دبی حل شد.
از دیگر دلایل نوسانات بازیابی کارخانه مولیبدن می توان به بالا بودن متوسط دانسیته خوراک مرحله پر عیار کنی اولیه اشاره کرد که طبق طرح باید ۱۲۸۷ گرم بر لیتر باشد اما به صورت متوسط بیشتر از این مقدار بوده و همانطور که می دانیم اگر دانسیته از یک مقدار معین فراتر رود بازیابی کاهش می یابد.

و دلایل دیگر که مجال بحث را نمی دهند در کل پس از رفع این موانع بازیابی ماه قبل از تغییرات که برابر ۷۱ درصد بود به بیش از ۸۶ درصد افزایش یافت یک افزایش ۱۵ درصدی همچنین انحراف معیار پس از تغییرات به حدود ۳ درصد در مقابل ۱۱ درصد قبل از تغییرات کاهش یافت.
عدم تزریق سولفید سدیم به تانک های حالت دهنده
همانطور که می دانید مهم ترین بخش در فلوتاسیون بحث آماده سازی است، و اماده سازی طبق طرح اولیه در کارخانه مولیبدن باید در تانک های آماده سازی صورت گیرد، پیش از تغییرات این اماده سازی در جعبه خوراک دهی به سلول های پر عیار کنی اولیه صورت می گرفت و عملا ما ظرفیت دو سلول ابتدای پرعیار کنی اولیه را صرف آماده سازی می کردیم که این بیانگر عدم استفاده صحیح از ظرفیت های موجود می باشد، پس از تغییرات با نصب انشعابات معیوب و رفع انسداد از لوله های تزریق سولفید سدیم به تانک های حالت دهنده به صورت پیوسته سولفید سدیم به تانک های حالت دهنده اضافه می شود و همانطور که می دانید هرچه که زمان اماده سازی ما بیش تر باشد مس بهتر بازداشت می شود

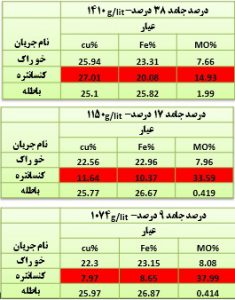
بالا بودن دانسیته شستشوی ۳
قبل از تغییرات دانسیته خوراک شستشوی ۳ برابر ۱۴۱۰ گرم بر لیتر بود لذا با همت همکاران گران قدر متالوژی ازمایشی جهت تاثیر کاهش دانسیته شستشوی ۳ انجام شد نتایج آزمایش بیانگر این بود که هر چه ما دانسیته ورودی به شستشوی ۳ را به مقدار طراحی ۱۰۷۴ گرم بر لیتر کاهش دهیم عیار مس در کانس کاهش چشم گیر داشته و عیار مولیبدن نیز افزایش می یابد
پس از تغییرات مذکور عیار مس در کانس نهایی کارخانه مولیبدن کاهش یافت و ما به پارامتر های بهینه کارخانه مولیبدن نزدیکتر شدیم.





