
این جلسه روز پنجشنبه ۲۷ خرداد ۱۴۰۰ برگزار شد، موضوعاتی که در این جلسه مورد بحث قرار گرفت به شرح زیر میباشد:
- معرفی مدار فلوتاسیون کارخانهی پرعیارکنی یک
- معرفی انواع سلولهای فلوتاسیون
- تأثیر طراحی بخش ثابت و متحرک همزن بر اندازه حباب
- اهمیت تعویض جهت چرخش همزنها
- راه حلهای موجود برای افزایش عمر همزنها
مدار فلوتاسیون کارخانه پرعیارکنی یک شامل ۲ ضلع مشابه است که در هر ضلع ۴ ردیف پرعیارکنی اولیه، ۲ ردیف شستشو-رمقگیری و ۲ آسیا خردایش مجدد وجود دارد (شکل ۱). طبق طراحی اولیه کارخانه، سرریز هیدروسیکلون های اولیه با دانه بندی ۷۰ درصد کوچکتر از ۷۴ میکرون خوراک مدار فلوتاسیون را تشکیل میدهد. باطله مراحل پرعیارکنی اولیه و رمقگیر به عنوان باطله نهایی از سیستم خارج میشود. کنسانتره این مراحل برای افزایش درجه آزادی وارد مدار خردایش مجدد میشوند. سرریز هیدروسیکلون های ثانویه بادانه بندی ۸۶ درصدکوچکتر ۴۴ میکرون خوراک مرحله شستشوی اول را شامل میشود. کنسانتره مرحله شستشوی اول خوراک مرحله شستشوی دوم و کنسانتره مرحله شستشوی دوم خوراک مرحله شستشوی سوم میشود. نهایتا کنسانتره مرحله شستشوی سوم به عنوان کنسانتره نهایی از سیستم خارج خواهد شد. باطله هر مرحله نیز به صورت ثقلی به یک مرحله قبلتر بر میگردد.

شکل ۱: معرفی مدار فلوتاسیون کارخانه پرعیارکنی یک
در ادامه به منظور آشنایی با انواع سلولهای فلوتاسیون، سلولهای مکانیکی، ستونی و واکنشگر – جداکننده معرفی شد. وظیفه همزن در سلولهای مکانیکی معلق نگه داشتن ذرات جامد، تولید حبابهای هوا، مخلوط سازی پالپ و توزیع حبابهای هوا در داخل سلول در نظر گرفته شده است.
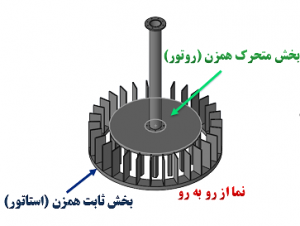
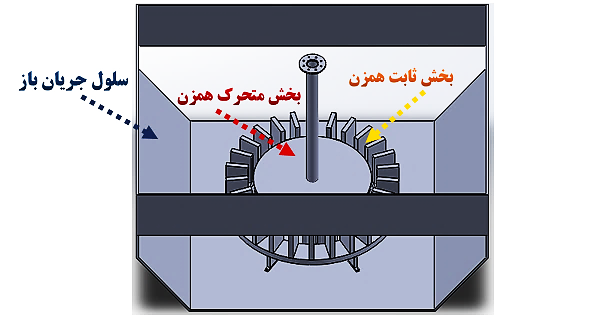
شکل ۲: شماتیکی از بخش ثابت و متحرک همزن
به دلیل اینکه سلولهای کارخانه پرعیارکنی یک از نوع جریان باز هستند (شکل ۳) بدین معنی که پایین سلول ها به هم راه دارد اگر در یک سلول تلاطم مشاهده شود این تلاطم بر روی سلولهای قبل و بعد نیز تاثیر میگذارد پیامد این تلاطمها راهیابی بخشی از خوراک به کنسانتره خواهد بود.
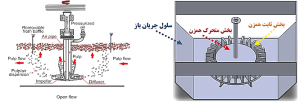
شکل ۳: سلول فلوتاسیون نوع جریان باز
پس از بررسی سلولهای کارخانه پرعیارکنی یک به موضوع تاثیر بخش ثابت و متحرک همزن بر اندازه حباب و بازیابی هوا پرداخته شد. در شکل ۴ دو نوع از طراحی بخش متحرک و یک نوع از طراحی بخش ثابت مشاهده میشود.
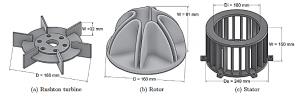
شکل ۴: طراحی بخشهای متحرک و ثابت
در این تحقیق رابطه بین نوع بخش متحرک مورد استفاده با بازیابی هوا و قطر متوسط حباب در سرعتهای ظاهری مختلف مورد بررسی قرار گرفته است. نتایج نشان داده که با افزایش سرعت ظاهری گاز، قطر متوسط حبابها و بازیابی هوا به ترتیب افزایش و کاهش مییابند. همچنین در این تحقیق مشخص شده است که درصورت عدم وجود بخش ثابت همزن، قطر متوسط حباب و بازیابی هوا به چه صورت تغییر خواهند کرد.
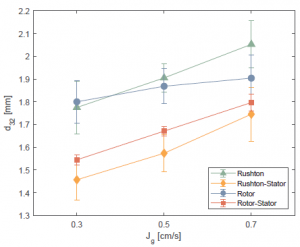
شکل ۵: رابطه بین قطر متوسط حباب و سرعت ظاهری گاز
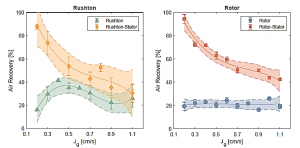
شکل ۶: رابطه بین بازیابی هوا و سرعت ظاهری گاز
یکی دیگر مشکلات همزنها، سایش یکطرفه آنها میباشدکه تعویض جهت چرخش همزنها طبق طراحی اولیه کارخانه، برای بخش پرعیارکنی اولیه هرهفته یکبار و برای بخش شستشو هردوهفته یکبار در نظرگرفته شده است. این عمل باعث جلوگیری از سایش یکطرفه همزن و افزایش عمر آن میشود. سایش شدید تیغههای همزن(شکل ۷) باعث ایجاد حبابهای درشت و تلاطم در سلول میشود. به منظور کاهش ساییدگی تیغههای همزن میتوان به کنترل کردن هیدروسیکلونهای اولیه برای کاهش ورود ذرات درشت به سلولهای پرعیارکنی اولیه، باز و بسته کردن دورهای شیرهای نیزهای، شستن سلولها برای خارج کردن ذرات درشت، تعویض دورهای جهت چرخش همزن برای افزایش عمر اشاره کرد.
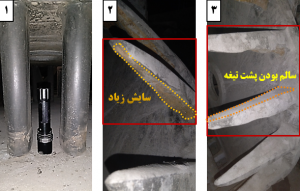
شکل ۷: مقایسه تیغههای سالم و سایش یافته
به منظور جلوگیری از سایش یکطرفه، جهت چرخش همزنهای ردیف ۵ پرعیارکنی اولیه تعویض گردید همچنین شستشوی سلولهای بخش پرعیارکنی اولیه در دورههای زمانی مشخص انجام میشود.





