

در سمینار هفتگی روز پنج شنبه که در تاریخ ۹۸/۸/۹ برگزار شد، به بررسی راهبری مدار آسیاکنی کارخانه پرعیارکنی دو پرداخته شد.
با توجه به اینکه انرژی زیادی جهت خردایش مواد در مدار آسیاکنی مصرف می شود و هدف اصلی واحد آسیاکنی، تحویل پالپ به واحد فلوتاسیون با ۷۰ درصد ذرات کوچکتر از ۷۴ میکرون می باشد، باید توجه بیشتری به سیستم طبقه بندی و بهبود دانه بندی سرریز هیروسیکلون شود، اما به دلیل وجود مشکلاتی که در ادامه به آن پرداخته شده است، میانگین درصد ذرات کوچکتر از ۷۴ میکرون ارسالی به واحد فلوتاسیون، در مهرماه ۹۸، حدود ۶۱/۸ درصد بوده است. دراین جلسه موارد زیر مورد بحث و بررسی قرار گرفت.
- معرفی مدار آسیا کنی کارخانه پرعیارکنی دو
- اهمیت دانه بندی سرریز هیدروسیکلون ها
- مهم ترین موانع پیش رو جهت رسیدن به دانه بندی مناسب در سرریز
- راهکارهای بهبود دانه بندی سرریز هیدروسیکلون های فاز دو
- تغییر منطق روشن و خاموش شدن آسیای گلوله ای و پمپ هیدروسیکلون
اهمیت دانه بندی مناسب در سیستم طبقه بندی واحد آسیاکنی:
افزایش بازیابی 
کاهش سایش تجهیزات درواحد فلوتاسیون
کاهش مصرف مواد شیمیایی
کاهش هدر رفت فلز
در نمودار زیر وضعیت دانه بندی ارسالی به واحد فلوتاسیون در مهرماه ۹۸ آورده شده است.
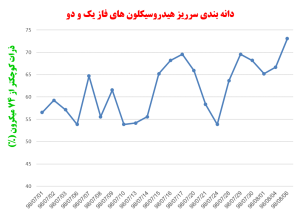
شکل ۱: دانه بندی سرریز هیدروسیکلون های فاز یک و دو در مهرماه ۹۸
مهم ترین موانع پیش رو جهت رسیدن به دانه بندی مناسب طبق طرح:
- عملکرد ضعیف پمپ ها در کنترل سطح (سرریز شدن پالپ از مخزن)
- درمدار نبودن حلقه کنترل دانسیته خوراک هیدروسیکلونهای اولیه
- شکل هندسی نامناسب مخزن و تجمع مواد به دلیل فضای مرده زیاد
- عدم استفاده مطلوب از حلقه کنترل فشار


شکل۲: شکل هندسی نامناسب مخزن فاز دو شکل ۳: سرریز پالپ از مخزن پمپ هیدروسیکلون فاز دو
عملکرد ضعیف پمپ خوراک هیدروسیکلون، موجب سرریز پی در پی پالپ از مخزن می شود و امکان اضافه کردن آب جهت تنظیم درصد جامد خوراک ورودی به هیدروسیکلون را سلب می کند، در نتیجه باعث ایجاد نوسان زیاد در دانه بندی ارسالی به واحد فلوتاسیون می شود.
مشخصات پمپ های مخازن خوراک هیدروسیکلون های فاز۲
توان :۱۴۰۰ کیلووات
دور موتور: ۱۵۰۰ دور بر دقیقه
جریان موتور: ۱۳۹۱ آمپر
درصد جامد مطلوب خروجی پمپ: ۵۱%
حداکثر جریان فعلی: ۱۰۰۰ آمپر
حداکثر دور فعلی: ۱۴۹۰ دور بر دقیقه

شکل ۴: پمپ گریز از مرکز فاز دو
راهکارهای بهبود عملکرد مدار طبقه بندی
- بهبود شکل هندسی مخزن
- ارتقا پمپ های هیدروسیکلون
- تعمیر یا تعویض به موقع اجزای پمپ و هیدروسیکلون
- تنظیم درصد جامد خوراک
- رفع مشکلات شیرهای کنترلی هیدروسیکلون ها و استفاده ازحلقه کنترل فشار( ۷ سیکلون از خوشه یک و ۹ سیکلون از خوشه دو فاز دو، فرمان نمی گیرند.)
در ادامه جلسه درخصوص تغییر منطق روشن و خاموش شدن آسیای گلوله ای و پمپ هیدروسیکلون بحث شد. قبلا در صورتی که یکی از پمپ های مخازن خوراک هیدروسیکلون خراب می شد و پمپ دیگر آماده به کار نبود، آسیای نیمه خود شکن و آسیای گلوله ای متوقف می شد و زمانی که تعمیرات پمپ طولانی می شد، بار داخل آسیای گلوله ای سیمانی می شد که برای راه اندازی مجدد آسیای گلوله ای نیاز به اینچ کردن آن بود و این کار زمان بر بود و گاها ضربات شدیدی به پوسته آسیا، آسترها و تجهیزات منتقل کننده نیرو (شفت و پینیون و…) وارد می شد.
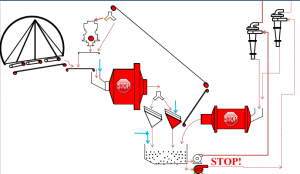
شکل ۵: منطق قبلی روشن و خاموش شدن آسیای گلوله ای و پمپ هیدروسیکلون
در منطق جدید در صورتی که زمان تعمیر پمپ از ۳۰ دقیقه بیشتر نشود، فقط آسیای نیمه خودشکن متوقف می شود و آسیای گلوله ای بدون هیچ ورودی کار می کند که مشکلات اشاره شده در توقف آسیای گلوله ای زیر بار را مرتفع می سازد. جهت اطمینان از اینکه در این ۳۰ دقیقه که آسیای گلوله ای بدون ورودی کار می کند، آسیبی به آن وارد نمی شود، پارامترهایی مثل فشار سرورودی و خروجی و آمپر آسیای گلوله ای، دمای هردو موتور آسیا ، توان کشی و دمای ترانیون و پینیون در نقاط مختلف بررسی شد که فشار سرورودی و خروجی ، آمپر و توان کشی آسیای گلوله ای کاهش و دمای ترانیون و پینیون در نقاط مختلف، همچنین دمای هردو موتور آسیا ثابت بود.
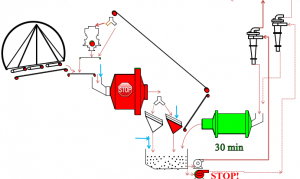
شکل ۶: منطق جدید روشن و خاموش شدن آسیای گلوله ای و پمپ هیدروسیکلون
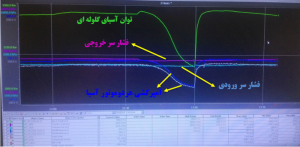
شکل ۷: بررسی پارامترهای آسیای گلوله ای پس از تغییر منطق روشن و خاموش شدن تجهیزات





